نظارت بر سفتی دریچه های دستگاه های مشعل گاز. کنترل نشت
سیستم کنترل نشت خودکار برای تشخیص نشتی در شیرهای برقی خاموش و جلوگیری از روشن شدن مشعل گاز در صورت تشخیص نشتی طراحی شده است. برای تست نشتی شیرها، باید دو شیر قطع کننده به صورت سری روی مشعل نصب شود.
قوانین ایمنی PB 12-529-03 مستلزم آن است که مشعل هایی که با گاز طبیعی کار می کنند و دارای قدرت بیش از 1.2 مگاوات هستند به مدار نظارت بر نشتی مجهز شوند. اگر قدرت مشعل ناشناخته باشد، می توان آن را از طریق مقدار جریان گاز طبیعی از مشعل محاسبه کرد. با ارزش حرارتی گاز طبیعی 35.84 MJ/Nm3، هر 10 Nm3 حجم گاز طبیعی مصرفی معادل 0.1 مگاوات قدرت مشعل است.
بیایید یک الگوریتم معمولی برای عملکرد یک ماشین کنترل نشت با استفاده از مثال ماشین TC 410 از KromSchroder در نظر بگیریم. نشت سنج اتوماتیک شیرهای V1 و V2 را برای نشتی در چند مرحله بررسی می کند. هر دو سوپاپ از نظر نشتی بررسی می شوند، اما تنها یکی از شیرها می تواند در یک زمان باز باشد. کنترل فشار، بر اساس نتایج اندازه گیری که سفتی شیرها تعیین می شود، توسط یک سنسور فشار قابل تنظیم خارجی با یک تماس معمولی باز انجام می شود. دستگاه نشت سنج اتوماتیک TC 410 می تواند تست شیر را قبل از احتراق مشعل یا پس از خاموش کردن مشعل انجام دهد.

در مرحله اول آزمایش، شیرهای V1 و V2 بسته هستند، هیچ گازی در فضای بازه وجود ندارد و کنتاکتهای سنسور فشار باز هستند. فشار گاز ورودی برابر با مقدار Pe است، سنسور فشار طوری پیکربندی شده است که وقتی فشار به مقدار Pz > Pe/2 افزایش یابد، کار کند.

سیم پیچ الکترومغناطیسی شیر V1 با ولتاژ تغذیه از دستگاه کنترل نشتی (معمولاً 220 ولت AC) تامین می شود. دریچه برای مدت کوتاهی باز می شود، فضای بازه با فشار Pe با گاز پر می شود. سنسور فشار راه اندازی می شود، زیرا Pz = Pe > Pe/2.

پس از این، سیم پیچ شیر V1 خاموش می شود، شیر V1 بسته می شود و همراه با شیر بسته V2 یک حجم بسته ایجاد می کند. کنترل خودکار مهر و موم یک تایمر را با زمان نگهداری Tw شروع می کند. در این مدت، فشار گاز در داخل حجم بسته نباید از مقدار Pe/2 کمتر شود. اگر نشتی از شیر V2 وجود داشته باشد و فشار گاز به کمتر از سطح Pe/2 برسد، دستگاه کنترل نشتی یک سیگنال خرابی تولید می کند و مشعل را از راه اندازی مسدود می کند. اگر فشار گاز در یک حجم بسته به زیر مقدار آستانه نزول نکرده باشد، شیر خاموش V2 آب بندی می شود و مدار به سمت آزمایش شیر V1 می رود.

شیر V2 برای مدت کوتاهی (TL=2 ثانیه) باز می شود و گاز را از فضای بازه آزاد می کند. در این مدت، فشار گاز در حالت ایده آل باید تقریباً به صفر برسد و کنتاکت های سنسور فشار باز شوند.

شیر V2 بسته می شود و تایمر Tm شروع به کار می کند. اگر سوپاپ V1 نشتی داشته باشد، فشار گاز در فضای بازه شروع به افزایش میکند که سنسور فشار را فعال میکند و سیگنال خرابی را توسط دستگاه نظارت بر نشتی ایجاد میکند. احتراق مشعل مسدود خواهد شد. اگر سنسور فشار در مدت زمان Tm عمل نکند، به این معنی است که شیر V1 آب بندی شده است. در این حالت، سیگنال آمادگی "OK" تولید می شود و مشعل مجاز به راه اندازی است.

اگر به دلیل الزامات ایمنی یا فناوری، تخلیه گاز طبیعی از طریق مشعل در حین آزمایش نشت ممنوع باشد، تخلیه از طریق یک شیر کمکی به شمع انجام می شود.
زمان تست توسط پرسنل خدمات قابل تنظیم است. برای دستگاه آب بندی TC 410-1 می تواند در عرض 10 ... 60 ثانیه تغییر کند، برای دستگاه TC 410-10 - 100 ... 600 ثانیه. زمان تست مجموع زمان انتظار Tw و Tm و زمان پاکسازی TL است. تنظیمات با استفاده از جامپر انجام می شود. یا مانند دستگاه AKG-1 از شرکت Proma با کلیدهای شماره گیری دیجیتال. زمان تست بستگی به فشار ورودی گاز، حجم مورد آزمایش و میزان نشتی مجاز دارد. نشتی Vut (بر حسب لیتر در ساعت) که بیش از 0.1٪ از حداکثر جریان گاز (بر حسب Nm3/h) از مشعل تجاوز نمی کند، قابل قبول در نظر گرفته می شود.

Vtest حجم آزمایش شده شامل حجم گاز شیرها است که در برگه های اطلاعاتی شیرها و حجم خط لوله اتصال آنها را نشان می دهد. دستگاه های کنترل نشتی خودکار هم برای نصب در پنل و هم برای نصب مستقیم بر روی شیرهای قطع کننده در دسترس هستند. در این حالت دارای سنسور فشار داخلی برای اندازه گیری فشار بازه است.
اطلاعات بیشتر را می توانید در بخش بیابید.
معرفی
فصل 1 تجزیه و تحلیل وضعیت مشکل اتوماسیون کنترل سفتی و فرمول بندی مسئله تحقیق 9
1.1 اصطلاحات و تعاریف کلیدی مورد استفاده در این مطالعه 9
1.2 ویژگی های کنترل سفتی شیر گاز 11
1.3 طبقه بندی روش های آزمایش گاز و تجزیه و تحلیل امکان استفاده از آنها برای نظارت بر سفتی اتصالات گاز 15
1.4 بررسی و تحلیل تست نشت خودکار با استفاده از روش مانومتریک 24
1.4.1 مبدل ها و حسگرهای اولیه برای سیستم های کنترل نشت خودکار 24
1.4.2 سیستم ها و دستگاه های کنترل نشت خودکار 30
هدف و اهداف تحقیق 39
فصل 2 مطالعه نظری روش تست نشت مانومتری 40
2.1 تعیین رژیم های جریان گاز در اجسام آزمایشی ... 40
2.2 مطالعه روش فشرده سازی تست نشت 42
2.2.1 مطالعه وابستگی های زمانی هنگام نظارت بر سفتی با استفاده از روش فشرده سازی 43
2.2.2 بررسی حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع 45
2.3 مطالعه روش مقایسه با تامین مداوم فشار تست 51
2.3.1 طرح نظارت بر تنگی با استفاده از روش مقایسه با تامین مداوم فشار آزمایش 52
2.3.2 مطالعه وابستگی های زمانی هنگام نظارت بر تنگی با استفاده از روش مقایسه 54
2.3.3 مطالعه حساسیت کنترل سفتی در مقایسه با تامین مداوم فشار آزمایش 65
2.3.4 ارزیابی مقایسه ای حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع و روش مقایسه 68
شما به فصل 2 72 آب می دهید
فصل 3 بررسی تجربی پارامترهای مدارهای کنترل نشتی بر اساس روش مقایسه 75
3.1 راه اندازی آزمایشی و روش تحقیق 75
3.1.1 شرح تنظیمات آزمایشی 75
3.1.2 روش مطالعه مدارهای نظارت بر نشتی 78
3.2 مطالعه تجربی طرح کنترل نشت بر اساس روش مقایسه 81
3.2.1 تعیین مشخصه p = f(t) خطوط مدار کنترل نشتی 81
3.2.2 بررسی مشخصات زمانبندی خطوط مدار کنترل سفتی با استفاده از روش مقایسه 86
3.2.3 مطالعه خصوصیات استاتیکی خط اندازه گیری مدار کنترل سفتی 91
3.3. مطالعه تجربی دستگاه تست نشتی بر اساس روش مقایسه 97
3.3.1 مطالعه مدل دستگاه تست نشتی با سنسور فشار تفاضلی 97
3.3.2 ارزیابی ویژگی های دقت دستگاه ها برای آزمایش نشت، انجام شده بر اساس طرح مقایسه 100
3.4 ارزیابی احتمالی قابلیت اطمینان محصولات مرتب سازی هنگام نظارت بر تنگی با استفاده از روش مقایسه 105
3.4.1 مطالعه تجربی توزیع مقدار فشار معادل نشت گاز آزمایش در دسته ای از محصولات 105
3.4.2 پردازش آماری نتایج آزمایش برای ارزیابی قابلیت اطمینان مرتب سازی 108
4.3 توسعه سنسورهای نشت با عملکرد بهبود یافته 126
4.3.1 طراحی سنسور نشتی 127
4.3.2 مدل ریاضی و الگوریتم محاسبه سنسور سفتی 130
4.4 توسعه یک پایه خودکار برای تست نشتی.133
4.4.1 طراحی یک پایه خودکار چند حالته 133
4.4.2 انتخاب پارامترها برای مدارهای نظارت بر نشتی 142
4.4.2.1 روش محاسبه پارامترهای مدار کنترل سفتی با استفاده از روش فشرده سازی با قطع 142
4.4.2.2 روش محاسبه پارامترهای مدار کنترل سفتی با استفاده از روش مقایسه 144
4.4.3 تعیین عملکرد پایه تست خودکار برای تست نشت 146
4.4.4 تعیین پارامترهای مهر و موم برای یک پایه خودکار 149
4.4.4.1 روش محاسبه برای دستگاه آب بندی با طوق استوانه ای 149
4.4.4.2 روش محاسبه مهر و موم حلقه مکانیکی 154
نتیجه گیری و نتایج کلی 157
مراجع 159
ضمیمه 168
معرفی کار
یک مشکل مهم در تعدادی از صنایع، افزایش نیاز به کیفیت و قابلیت اطمینان محصولات است. این نیاز فوری به بهبود موارد موجود، ایجاد و اجرای روش ها و ابزارهای جدید کنترل، از جمله کنترل تنگی، که به تشخیص عیب - یکی از انواع کنترل کیفیت سیستم ها و محصولات مربوط می شود، ایجاد می کند.
در تولید صنعتی شیرهای قطع و توزیع که در آن محیط کار هوای فشرده یا گاز دیگر است. استانداردهای موجودو شرایط فنی برای پذیرش آن، به عنوان یک قاعده، با کنترل صد در صد پارامتر "سفتی" تنظیم می شود. واحد اصلی (عنصر کاری) چنین شیرهایی یک جفت متحرک "بدنه پیستون" یا یک عنصر شیر دوار است که در محدوده فشار گسترده ای عمل می کند. برای آب بندی اتصالات گاز از عناصر آب بندی و روان کننده های مختلف (درزگیر) استفاده می شود. در طول عملیات تعدادی از طرح های اتصالات گاز، نشت خاصی از محیط کار مجاز است. بیش از حد مجاز نشتی ناشی از اتصالات گاز بی کیفیت می تواند منجر به عملکرد نادرست (کاذب) تجهیزات تولیدی که روی آن نصب شده است، منجر به بروز حادثه ای جدی شود. در اجاق گازهای خانگی افزایش نشت گاز طبیعی می تواند باعث آتش سوزی یا مسمومیت افراد شود. بنابراین، بیش از حد مجاز نشتی محیط نشانگر با کنترل پذیرش مناسب اتصالات گاز، نشتی، یعنی محصول معیوب تلقی می شود و رفع عیوب باعث افزایش قابلیت اطمینان، ایمنی و پاکیزگی محیطی کل واحد، دستگاه یا دستگاهی می شود که در آن اتصالات گاز استفاده می شود.
نظارت بر سفتی اتصالات گاز یک فرآیند کار فشرده، زمان بر و پیچیده است. به عنوان مثال، در تولید تجهیزات کوچک پنوماتیک، 25-30٪ از شدت کار کل و حداکثر 100-120٪ زمان را به خود اختصاص می دهد.
مجامع این مشکل را می توان در تولید گسترده و انبوه اتصالات گاز با استفاده از روش های خودکار و ابزار کنترلی حل کرد که باید دقت و بهره وری مورد نیاز را تضمین کند. در شرایط واقعی تولید، حل این مشکل اغلب با استفاده از روشهای کنترلی که دقت لازم را ارائه میدهند، پیچیده میشود، اما به دلیل پیچیدگی روش یا ویژگیهای تجهیزات تست، خودکارسازی آن دشوار است.
حدود ده روش برای آزمایش سفتی محصولات تنها با استفاده از یک محیط آزمایش گازی ایجاد شده است که برای اجرای آن بیش از یکصد روش ایجاد شده است. به طرق مختلفو کنترل ها توسعه نظریه و عمل مدرن کنترل تنگی به مطالعات A. S. Zazhigin، A. I. Zapunny، V. A. Lanis، L. E. Levina، V. B. Lembersky، V. F. Rogal، S. G. Sazhina، Tru-shchenko A. A.، Fadeeva M. A. S. Feldmana اختصاص دارد.
با این حال، تعدادی از مشکلات و محدودیت ها در توسعه و اجرای ابزارهای کنترل نشت وجود دارد. بنابراین، بیشتر روشهای با دقت بالا را میتوان و باید فقط برای محصولات با اندازههای بزرگ که سفتی کامل در آنها تضمین میشود، اعمال کرد. علاوه بر این، محدودیت های اقتصادی، ماهیت طراحی، عوامل محیطی و الزامات ایمنی برای پرسنل عملیاتی اعمال می شود. در تولید سریال و در مقیاس بزرگ، به عنوان مثال، تجهیزات اتوماسیون پنوماتیک، اتصالات گاز برای لوازم خانگی، که در آن نشتی مشخص از محیط نشانگر در طول آزمایش های پذیرش مجاز است و بنابراین، الزامات برای دقت کنترل کاهش می یابد، این امکان وجود دارد. اتوماسیون آن و بر این اساس، اطمینان از بهره وری بالای تجهیزات کنترل و مرتب سازی مربوطه، که برای کنترل 100٪ کیفیت محصول ضروری است.
تجزیه و تحلیل ویژگیهای تجهیزات و ویژگیهای اصلی روشهای تست نشت گاز که بیشتر در صنعت مورد استفاده قرار میگیرد به ما این امکان را میدهد که نتیجه بگیریم که آنها برای اتوماسیون تست نشت امیدوار هستند.
دقت اتصالات گاز با استفاده از روش مقایسه و روش فشرده سازی، اجرای روش مانومتریک. در ادبیات علمی و فنی، به دلیل حساسیت نسبتاً کم این روشهای تست، توجه کمی به آنها شده است، اما اشاره میشود که به راحتی خودکار میشوند. در عین حال، هیچ توصیه ای برای انتخاب و محاسبه پارامترهای دستگاه های نظارت بر نشت که طبق یک طرح مقایسه با عرضه مداوم فشار آزمایش انجام می شود، وجود ندارد. بنابراین، تحقیق در زمینه دینامیک گاز مخازن کور و جریان به عنوان عناصر مدارهای کنترلی و همچنین تکنیک های اندازه گیری فشار گاز به عنوان مبنایی برای ایجاد انواع جدید مبدل ها، حسگرها، دستگاه ها و سیستم های کنترل خودکار سفتی محصولات، امیدوار کننده برای استفاده در تولید گاز، مرتبط و مهم است.
هنگام توسعه و پیاده سازی دستگاه های خودکار نظارت بر نشت، یک سوال مهم در مورد قابلیت اطمینان عملیات کنترل و مرتب سازی مطرح می شود. در این راستا، پایان نامه مطالعه مربوطه را انجام داد که بر اساس آن توصیه هایی ایجاد شد که این امکان را فراهم می کند تا در هنگام مرتب سازی خودکار با توجه به پارامتر "سفتی" محصولات معیوب از ورود به محصولات مناسب حذف شوند. موضوع مهم دیگر اطمینان از عملکرد مشخص شده تجهیزات خودکار است. این پایان نامه توصیه هایی برای محاسبه پارامترهای عملیاتی یک پایه خودکار برای آزمایش نشتی بسته به عملکرد مورد نیاز ارائه می دهد.
این کار شامل یک مقدمه، چهار فصل، نتیجه گیری کلی، فهرست منابع و یک پیوست است.
فصل اول ویژگی های نظارت بر سفتی اتصالات گاز را مورد بحث قرار می دهد، که اجازه می دهد نشت خاصی در حین کار انجام شود. مروری بر روش های آزمایش نشت گاز، طبقه بندی و تجزیه و تحلیل امکان استفاده از آنها برای کنترل خودکار اتصالات گاز ارائه شده است که امکان انتخاب امیدوارکننده ترین - روش مانومتری را فراهم می کند. دستگاه ها و سیستم هایی که اتوماسیون کنترل تنگی را فراهم می کنند در نظر گرفته می شوند. اهداف و مقاصد مطالعه تدوین شده است.
فصل دوم به صورت تئوری به بررسی دو روش کنترل سفتی میپردازد که روش مانومتری را اجرا میکند: فشردهسازی با قطع فشار و روش مقایسه با عرضه مداوم فشار آزمایش. مدلهای ریاضی روشهای مورد مطالعه تعیین شد که بر اساس آن مطالعات ویژگیهای زمانی و حساسیت آنها تحت رژیمهای جریان گاز مختلف، ظرفیتهای خط و نسبتهای فشار مختلف انجام شد که امکان شناسایی مزایای روش مقایسه را فراهم کرد. . توصیه هایی برای انتخاب پارامترهای مدارهای کنترل سفتی ارائه شده است.
در فصل سوم، مشخصه های استاتیکی و زمانی خطوط مدار کنترل سفتی با استفاده از روش مقایسه در مقادیر مختلف نشتی، ظرفیت خط و فشار تست به صورت تجربی بررسی شده و همگرایی آنها با وابستگی های نظری مشابه نشان داده شده است. عملکرد دستگاه برای تست نشت، ساخته شده بر اساس طرح مقایسه، به صورت تجربی مورد آزمایش قرار گرفت و مشخصات دقت دستگاه مورد ارزیابی قرار گرفت. نتایج ارزیابی قابلیت اطمینان محصولات مرتب سازی با توجه به پارامتر "سفتی" و توصیه هایی برای راه اندازی دستگاه های کنترل و مرتب سازی خودکار مربوطه ارائه شده است.
فصل چهارم شرحی از طرحهای اتوماسیون معمولی برای روش تست مانومتریک و توصیههایی برای طراحی تجهیزات خودکار برای آزمایش نشت ارائه میدهد. طرح های اصلی یک سنسور نشتی و یک پایه خودکار چند موقعیتی برای کنترل نشتی ارائه شده است. روشهایی برای محاسبه دستگاههای کنترل نشت و عناصر آنها، که در قالب الگوریتمها ارائه شدهاند، و همچنین توصیههایی برای محاسبه پارامترهای عملکرد یک پایه کنترل و مرتبسازی بسته به عملکرد مورد نیاز پیشنهاد شدهاند.
ضمیمه ویژگیهای روشهای آزمایش نشت گاز و وابستگیهای زمانی را برای توالی احتمالی تغییرات در رژیمهای جریان گاز در یک ظرف جریانی ارائه میکند.
ویژگی های کنترل سفتی شیر گاز
پیشرفت ها و تحقیقات ارائه شده در پایان نامه مربوط به اتصالات گاز است که در ساخت آنها استانداردها و شرایط فنی موجود کنترل 100٪ پارامتر "سفتی" را تنظیم می کند و نشت خاصی از محیط کار مجاز است. اتصالات گازی در نظر گرفته شده در این کار به عنوان دستگاه هایی در نظر گرفته شده برای استفاده در سیستم های مختلف که در آنها محیط کار گاز یا مخلوطی از گازهای تحت فشار است (به عنوان مثال گاز طبیعی، هوا و غیره) برای انجام عملکردهای قطع و توزیع در نظر گرفته شده است. اتصالات گاز عبارتند از: شیرها، توزیع کننده ها، شیرها و سایر وسایل اتوماسیون صنعتی صنعتی با فشار بالا (تا 1.0 مگاپاسکال) و متوسط (تا 0.2 ... 0.25 مگاپاسکال)، دریچه های خاموش کننده برای اجاق گازهای خانگی، عملیاتی. در فشار کم (تا 3000 Pa). هم محصولات نهایی و هم اجزای آنها، تک تک اجزا و غیره تحت آزمایش نشت قرار می گیرند. بسته به هدف محصولات، شرایط استفاده از آنها و ویژگی های طراحیآنها در مورد سفتی خود تحت شرایط مختلفی قرار دارند.
سفتی اتصالات گاز به عنوان توانایی آن در جلوگیری از عبور محیط کاری عرضه شده تحت فشار اضافی از دیوارها، اتصالات و مهر و موم ها درک می شود. در این حالت مقدار مشخصی نشتی مجاز است که مازاد آن مربوط به نشتی محصول است. وجود نشتی با این واقعیت توضیح داده می شود که واحد اصلی - عنصر کار چنین دستگاه هایی یک جفت متحرک و سخت برای آب بندی است: محفظه قرقره، فلپ نازل، توپ، مخروط یا دریچه های صندلی و غیره. طراحی دستگاه، به عنوان یک قاعده، شامل عناصر مهر و موم ثابت است: حلقه ها، کاف ها، مهر و موم ها، روان کننده ها، که نقص آنها نیز می تواند باعث نشت شود. نشت اتصالات گاز، یعنی وجود نشتی محیط کار بیش از حد مجاز، می تواند منجر به حوادث جدی، خرابی و سایر نتایج منفی در عملکرد تجهیزاتی شود که در آن استفاده می شود. شیر قطع (شکل 1.1) جزء مهم اجاق گازهای خانگی است. برای تنظیم جریان گاز طبیعی به مشعل های اجاق گاز و قطع آن در پایان کار طراحی شده است. از نظر ساختاری، شیر دستگاهی با یک عنصر شیر دوار 1 است که در یک محفظه تقسیم 2 نصب شده است که دارای کانال هایی برای عبور گاز است. رابط بین قطعات شیر آب باید برای اطمینان از حداکثر سفتی ممکن آب بندی شود. مهر و موم با یک روان کننده گرافیت ویژه - درزگیر، ساخته شده مطابق با TU 301-04-003-9 انجام می شود. آب بندی بی کیفیت منجر به نشت گاز طبیعی در حین کارکرد اجاق گاز می شود که در شرایط فضای محدود در اماکن خانگی، خطر انفجار و آتش سوزی را به همراه دارد و علاوه بر این، اکولوژی (محیط انسانی) مختل می شود.
مطابق با الزامات زیر هنگام آزمایش سفتی یک شیر قطع می شود. آزمایش ها با هوای فشرده تحت فشار (20±15000) Pa انجام می شود، زیرا فشار بالاتر ممکن است به روان کننده آب بندی آسیب برساند. نشت هوا نباید بیش از 70 سانتی متر مکعب در ساعت باشد. حجم مجاز کانال های سوئیچینگ و کانتینرهای دستگاه کنترل بیش از (1±0.1) dm3 نیست. زمان کنترل 120 ثانیه
توصیه می شود نشت هوای فشرده را در شرایط آزمایشگاهی با استفاده از دستگاه حجمی کنترل کنید (شکل 1.2). این دستگاه شامل یک بورت اندازه گیری 1 است که هوای تحت فشار از طریق کانال 2، یک مخزن ذخیره 3، یک مخزن 4 برای حفظ سطح مورد نیاز و یک نقطه اتصال برای شیر آزمایش 5 به آن وارد می شود. امکان کنترل وجود دارد. با استفاده از وسایل دیگری که ایمنی آنها از ایمنی دستگاه حجمی ± 10 سانتی متر مکعب در ساعت تجاوز نمی کند. کنترل نشت با اندازه گیری حجم جابجا شده آب انجام می شود.
اتصالات گاز فشار متوسط و بالا که باید از نظر نشتی آزمایش شوند شامل توزیع کننده های پنوماتیک، سوئیچ ها، دریچه گاز قابل تنظیم و سایر تجهیزات پنوماتیکی هستند که طرح های معمولی آنها در شکل نشان داده شده است. 1.3 و 1.4. در شکل 1.3 یک توزیع کننده پنوماتیک با یک قرقره استوانه ای نوع P-ROZP1-S، یک توزیع کننده پنوماتیک جرثقیل با یک قرقره تخت نوع B71-33 را نشان می دهد.
کانال 1 برای سیگنال کنترل، قرقره استوانه ای 2، محفظه 3، پوشش با کانال 4 که به اتمسفر متصل می شود، کانال کار 5 و اورینگ 6. در شکل. 1.4 یک شیر پنوماتیک جرثقیل با یک قرقره تخت نوع B71-33، متشکل از بدنه 1، روکش 2، قرقره چرخشی تخت 3، دسته 4، غلتک 5، کانال های کاری 6، 7، 8، 9، a را نشان می دهد. کانال 10 اتصال به اتمسفر و کانالی برای تامین هوای فشرده 11. وجود نشتی تنظیم شده در تجهیزات پنوماتیک با این واقعیت توضیح داده می شود که طرح های آن شامل قرقره های مسطح، قرقره های استوانه ای با شکاف آب بندی، شیر و دستگاه های شیر است که شامل نشت هوای فشرده از یک حفره به حفره دیگر یا نشت به جو از طریق شکاف ها و نشتی ها. میزان نشت مجاز یک دستگاه پنوماتیک خاص توسط توسعه دهنده بر اساس GOST تعیین می شود و در مشخصات فنی آن نشان داده شده است. مقادیر نشتی مجاز برای انواع مختلف دستگاه های پنوماتیک در فشار اسمی فشار هوای فشرده برای این دستگاه در جدول 1.1 آورده شده است. از تجهیزات پنوماتیکی در سیستم های کنترل تجهیزات صنعتی مختلف استفاده می شود، بنابراین افزایش نشتی محیط کار و در نتیجه افت فشار می تواند منجر به کار نکردن دستگاه یا عملکرد اشتباه شود، یعنی منجر به شرایط اضطراری، تجهیزات شود. درهم شکستن.
هنگام آزمایش سفتی تجهیزات پنوماتیکی، به دلیل تنوع طرح ها، محدوده وسیع نشت مجاز رسانه نشانگر (0.0001...0.004) m3/min مشکلاتی ایجاد می شود. فشار تست متغیر (0.16...1.0) MPa و زمان کنترل (ده ها ثانیه یا بیشتر). علاوه بر این، آلودگی محیط نشانگر (هوای فشرده) طبق GOST 17433-91 درجه حرارت نباید از کلاس 1 تجاوز کند. محیط 20±5C. خطای ابزار اندازه گیری و کنترلی که برای تعیین مقدار نشتی استفاده می شود نباید از 5±٪ تجاوز کند. برای نظارت بر سفتی تجهیزات پنوماتیک از سنسورهای فشار (آلارم) و تجهیزات طراحی شده ویژه استفاده می شود. تجزیه و تحلیل این دستگاه ها در بخش 1.4 آورده شده است.
بررسی حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع
حساسیت کنترل نشتی کوچکترین نشت گاز نمونه است که می توان در طول آزمایش محصول اندازه گیری کرد. ما وابستگی حساسیت کنترل سفتی تراکم را مطالعه می کنیم جدول 2.2 وابستگی های زمانی برای توالی های مختلف حالت های خروج گاز از یک محفظه کور انواع نسبت فشار دنباله ای از تغییرات در حالت های خروجی در فرآیند گذرا وابستگی های زمانی با استفاده از روش یون با یک برش از فشار آزمایش p0 در V و pd داده شده برای حالت های مختلف خروج گاز از طریق دریچه گاز، یعنی با نشت گاز مربوطه از طریق نشت در جسم آزمایش. اجازه دهید نشت گاز Y را برحسب دبی جرمی G بیان کنیم. فرض کنید، صرف نظر از حالت خروج گاز، در مقدار رسانایی f نشتی برابر با U و در رسانایی / نشتی برابر با V است. حالت فوق بحرانی آشفته، پس از جایگزینی فرمول (2.5) به (2.15)، به دست می آید: با همان مدت زمان آزمایش /، -(در نتیجه تبدیل (2.19) و (2.20)، رابطه (2.21) جایگزینی ( 2.21) به (2.18)، رابطه را به دست می آوریم زیرا در (2.23) LU بدون توجه به روابط Ud U یا Ud U قدر مطلق یکسانی خواهد داشت، پس برای ساده کردن محاسبات فرض می کنیم که Ud U. سپس (2.23) می توانیم به عنوان یک عبارت نشان داده شود - پاسخ فشار pA به تغییر در نشتی AC. اگر در وابستگی (2.25)، مقدار Art برابر با آستانه حساسیت pp دستگاه اندازه گیری مانومتریک در نظر گرفته شود، فرمولی برای تعیین به دست می آوریم. کوچکترین تغییر در نشتی U که در هنگام پایش سفتی با استفاده از روش مورد مطالعه قابل ثبت است. مطابق با تعریف، این مقدار U حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع در حالت فوق بحرانی آشفته است.
تبدیل (2.25) با توجه به p0 به ما امکان می دهد تا یک عبارت برای تعیین فشار آزمایش بسته به حساسیت واحد کنترل برای کنترل سفتی در حالت فوق بحرانی آشفته به دست آوریم. جایگزینی وابستگی (2.35) به جای D/? در آستانه حساسیت. pp از یک دستگاه اندازه گیری مانومتریک، فرمولی برای تعیین حساسیت واحد کنترل برای روش فشرده سازی کنترل سفتی با برش در حالت تحت بحرانی آشفته به دست می آوریم. فشار تست بسته به حساسیت واحد کنترل سفتی در حالت متلاطم زیر بحرانی ґ Ґ у лу، با همان مدت زمان آزمایش /، = / در نتیجه تبدیل (2.41) و (2.42) رابطه را به دست می آوریم.
مطالعه یک روش مقایسه با عرضه مداوم فشار آزمایشی مقررات کلی و طراحی آزمایش نشت با استفاده از روش مقایسه با قطع منبع گاز آزمایشی در بخش 1.3.2 مورد بحث قرار گرفته است. با این حال، همانطور که تجزیه و تحلیل نشان داد، یک روش مقایسه با عرضه مداوم فشار آزمایش برای تحقیقات بیشتر امیدوار کننده است. این با این واقعیت توضیح داده می شود که اتصالات گاز خاموش، توزیع و سوئیچ در شرایط واقعی تحت فشار ثابت کار می کنند و با توجه به مشخصات فنی، مقدار مشخصی از نشت را امکان پذیر می کنند. بنابراین، برای آزمایش سفتی این دسته از دستگاهها، توصیه میشود از یک مدار کنترل با عرضه مداوم فشار آزمایش استفاده شود، زیرا با شرایط واقعی عملکرد آنها مناسبتر است. علاوه بر این، نیاز به خاموش کردن منبع فشار در طول هر آزمایش حذف می شود، که به طور قابل توجهی طراحی دستگاه کنترل را ساده می کند و اتوماسیون فرآیند آزمایش را تسهیل می کند. 2.3.1 طرح کنترل سفتی با روش مقایسه با عرضه مداوم فشار آزمایشی نموداری ارائه شده است که کنترل سفتی را با روش مقایسه با عرضه مداوم فشار آزمایش توضیح می دهد. مدار شامل یک خط اندازهگیری IL و یک خط فشار مرجع EL است که ورودیهای آن به منبع مشترک فشار آزمایش pQ و خروجیها به اتمسفر متصل میشوند. خط فشار مرجع حاوی مقاومت پنوماتیک ورودی (دریچه گاز) با رسانایی /J، ظرفیت با حجم قابل تنظیم Ge و مقاومت پنوماتیک خروجی با هدایت قابل تنظیم /2 است که برای راه اندازی مدار در نظر گرفته شده است. خط اندازه گیری حاوی یک مقاومت پنوماتیک ورودی با رسانایی /t و یک جسم آزمایشی OI است که می تواند به عنوان یک ظرف با حجم Ki نشان داده شود که دارای نشتی معادل مقاومت پنوماتیک با رسانایی f4 است. خطوط اندازه گیری و مرجع یک پل اندازه گیری پنوماتیک را تشکیل می دهند. مقایسه فشار در خطوط مدار با استفاده از دستگاه اندازه گیری فشار دیفرانسیل IU، موجود در مورب پل پنوماتیک انجام می شود. در این مدار، دستگاه اندازه گیری دارای رسانایی / = 0 است، بنابراین فشار / g و pH در خطوط به یکدیگر بستگی ندارند. هر خط از نمودار نشان دهنده یک مخزن جریان است. هنگام بررسی سفتی مطابق طرح نشان داده شده در شکل. 2.2، نشتی به عنوان جریان حجمی گاز در تمام نشتی های جسم آزمایش در حالت ثابت جریان گاز آزمایش در خطوط مدار درک می شود. این حالت مربوط به جریان جرمی یکسان گاز از طریق مقاومت ورودی و خروجی در خط است.
روش شناسی مطالعه طرح های نظارت بر نشت
مطالعه تجربی با استفاده از نمونههای صنعتی سریال شیرهای قطع اجاق گاز خانگی (در فشار تست پایین)، تجهیزات خاموش و توزیع برای اتوماسیون پنوماتیک (در فشار تست متوسط و بالا) و همچنین مدلهای نشتی انجام شد. روش زیر استفاده شد: 1. طول خط پنوماتیک از خروجی واحد آماده سازی هوا تا تثبیت کننده w شکل. 3.3 تجهیزات ویژه برای تحقیقات تجربی: الف - ظرفیت متغیر. ب - دریچه گاز با قطر 0.1 میلی متر؛ ج - کنترل نشت: 1 - سیلندر; 2 - پوشش; 3 - پیستون؛ 4 - گیره حجم; 5 - اتصالات ورودی; 6 - اتصالات خروجی; 7 - گیره کولت؛ 8 - فشار لوله قابل تعویض (قطر داخلی 0.1 میلی متر) در ورودی تاسیسات آزمایشی بیش از 1.5 متر نبود. 3. آلودگی گاز آزمایش از الزامات کلاس 1 مطابق با GOST 17433-80 تجاوز نکرده است. 4. تنظیم مقدار فشار تست عرضه شده به مدارهای مدل و دستگاه های کنترل نشتی با پیچ تنظیم کننده تثبیت کننده فشار تاسیسات آزمایشی انجام شد. 5. اندازه گیری فشار تست در ورودی مدل های مدار و دستگاه کنترل سفتی با فشار سنج های استاندارد کلاس 0.4 با محدودیت های اندازه گیری 0 ... 1 انجام شد. 0... 1.6; 0...4 کیلوگرم بر سانتی متر. 6. اندازه گیری فشار در خطوط مرجع و اندازه گیری مدل های مدار و دستگاه نظارت بر نشتی با فشار سنج های استاندارد کلاس 0.4 با محدودیت های اندازه گیری 0...1 انجام شد. 0...1.6; 0...4 kgf/cm و میکرومانومتر مایع با خطای نسبی اندازه گیری 2%. 7. در مطالعات در فشار متوسط (تا 1.5 کیلوگرم بر سانتی متر "0.15 مگاپاسکال) و فشار تست بالا (تا 4.0 کیلوگرم در سانتی متر "0.4 مگاپاسکال)، نشتی مورد نیاز با استفاده از چوک های قابل تنظیم تنظیم شد که قبلاً با استفاده از چرخش سنج با یک نسبی کالیبره شده بود. خطای اندازه گیری 2.5٪. 8. در مطالعات در فشار تست پایین (تا 0.3 kgf/cm "ZOkPa)، نشت مورد نیاز با استفاده از نشت های کنترلی ساخته شده به شکل مویرگ های فلزی شکاف دار ساخته شده از برنج L63 (شکل 3.3، c) تنظیم شد. با حفاری سوراخهایی با قطر 1 میلیمتر و متعاقب آن صافکردن قسمت انتهایی به طول «20 میلیمتر» بهدست آمد. 9. تنظیم ظرفیت پنوماتیک خطوط مرجع و اندازه گیری مدارهای کنترل سفتی با استفاده از مجموعه ای از کانتینرهای دائمی و نصب ظرفیت های برابر در خطوط - از طریق ظرفیت های متغیر (قابل تنظیم) انجام شد. 10. اندازه گیری اختلاف فشار بین خطوط در مدل دستگاه کنترل توسط سنسور فشار دیفرانسیل با خطای نسبی اندازه گیری 2% و محدودیت های اندازه گیری 0...25 کیلو پاسکال و 0...40 کیلو پاسکال انجام شد. 11. هنگام گرفتن مشخصه های زمانی، زمان با استفاده از کرونومتر الکترونیکی با خطای نسبی اندازه گیری 0.5 درصد شمارش شد. 12. اندازه گیری پارامترهای مربوطه (pi، Ap، I) برای هر مشخصه یا پارامتر مورد مطالعه مدل مدار یا دستگاه کنترل نشتی با تکرار قرائت ها حداقل 5 بار انجام شد. 13. نتایج هر آزمایش با یافتن مقادیر میانگین پارامتر برای هر آزمایش پردازش شد. بر اساس داده های به دست آمده، ویژگی های مربوطه ساخته شد. شرح روش شناسی برای مطالعه ویژگی های فردی در بخش های مربوطه این فصل آورده شده است. مطالعه خصوصیات p = /(/) خطوط مدار کنترل سفتی برای بررسی مدل ریاضی اتخاذ شده (2.48) و عملکرد مدار کنترل سفتی، بر اساس روش مقایسه با عرضه مداوم آزمایش انجام شده است. فشار، آزمایشی برای تعیین مشخصه p = f (J) - تغییر فشار در خطوط آن در حین نظارت در فشار تست بالا و پایین انجام شد که هنگام نظارت بر سفتی در اتصالات مختلف گاز استفاده می شود. در بخش 2.3.1 نشان داده شد که این مدار کنترلی شامل دو خط است که هر کدام را می توان به عنوان یک مخزن جریان نشان داد. این مطالعه از تنظیمات تجربی نشان داده شده در شکل 1 استفاده کرد. 3.2 و همچنین توصیه های فصل 2 مبنی بر اینکه تمام پارامترهای خطوط اندازه گیری و مرجع مدار باید برابر باشند، بنابراین آزمایش فقط با خط اندازه گیری انجام شد. برای این منظور شیرهای 15 اتصال خط مرجع به منبع فشار تست و خط اندازه گیری به دستگاه گیج فشار دیفرانسیل 14 بسته شدند.
برای تعیین مشخصات p = /(/) ظرفیت جریان خط در فشار تست بالا، یک فشارسنج استاندارد 8 با حد اندازه گیری بالای 4.0 کیلوگرم بر سانتی متر (400 کیلو پاسکال) کلاس 0.4 و یک کرونومتر الکترونیکی استفاده شد. پارامترهای زیر در آزمایش تعیین شد: فشار آزمون/?о=400 کیلو پاسکال. مقدار نشت هوا Y = 1.16-10-5 m3/s. حجم کل مخزن جریان و کانال های پنوماتیک V "0.5 dm3. مقدار نشتی هوا Y توسط دریچه گاز متغیر 10 از نوع P2D.1M کالیبره شده در برابر روتامتر تعیین شد، در حالی که نشت کنترل 9 توسط دریچه 15 بسته شد. در بازه افزایش فشار شدید، گیج فشار 8 پس از 10 قرائت شد. س برای ساخت ویژگی های تجربی p = /(/) مقادیر میانگین حسابی از پنج آزمایش به عنوان مقادیر تغییر فشار در نظر گرفته شد.
توصیه هایی برای طراحی تجهیزات خودکار ...
بیایید مراحل اصلی طراحی فنی تجهیزات خودکار برای تست نشت را در نظر بگیریم. در مرحله اول، یک تجزیه و تحلیل تکنولوژیکی از نامگذاری و حجم دسته محصول انجام می شود. باید در نظر داشت که تعداد محصولات در یک دسته باید به اندازه کافی بزرگ باشد (در صورت امکان، مطابق با تولید در مقیاس متوسط و بزرگ باشد) تا از بار لازم تجهیزات کنترلی طراحی شده بدون تنظیم مجدد آن اطمینان حاصل شود. اگر تولید چند محصولی و اندازه دسته کوچک است، توصیه می شود محصولات از دسته ها و انواع مختلف تولید را در گروه هایی با توجه به شرایط فنی کلی برای کنترل نشت ترکیب کنید، که امکان استفاده از یک طرح کنترل و ابزار دقیق را فراهم می کند. و همچنین گروه بندی بر اساس طرح های مشابه بدنه محصول و کانال های ورودی آنها، که امکان استفاده از عناصر آب بندی معمولی، دستگاه های بارگیری و تثبیت را در هنگام طراحی فراهم می کند. در اینجا همچنین لازم است که مناسب بودن طرح های محصول و الزامات فنی برای آزمایش نشت آنها برای خودکارسازی این عملیات تجزیه و تحلیل شود. گروه بندی منطقی محصولات به شما امکان می دهد تجهیزاتی را با حداکثر بهره وری و حداقل تغییر برای کنترل انواع مختلف محصولات طراحی کنید. به عنوان مثال، تجهیزات اتوماسیون پنوماتیک فشار قوی را می توان بر اساس همان مشخصات برای کنترل نشت هوای فشرده (بر اساس فشار تست 0.63 مگاپاسکال و 1.0 مگاپاسکال و همچنین همان نشتی مجاز) با توجه به طراحی مشابه گروه بندی کرد. کانال ورودی پنوماتیک، که استفاده از آن را در تجهیزات در حال توسعه امکان پذیر می کند، در حالت اول یک بلوک کنترل مشترک وجود دارد و در مورد دوم یک دستگاه آب بندی یکسان (انتها یا لبه داخلی) وجود دارد. این مرحله با تعیین عملکرد تجهیزات طراحی شده به پایان می رسد که نمونه ای از محاسبه آن در بخش مورد بحث قرار گرفته است.
در مرحله دوم طراحی، نیاز به تنظیم مجدد دستگاه طراحی شده تعیین می شود که باید موارد زیر را فراهم کند: توانایی سیستم کنترل برای عملکرد با در نظر گرفتن زمان های مختلف تست از قطعات تحت فشار. تنظیم مجدد واحد کنترل و اندازه گیری به مقادیر مختلف مجاز نشت گاز آزمایشی و همچنین سطوح مختلف فشار تست. سپس باید روش کنترل و ابزار اجرای آن را انتخاب کنید. هنگام تجزیه و تحلیل مشخصات فنی، شرایط فنی اولیه برای انجام آزمایش نشت باید در نظر گرفته شود. در اینجا، به عنوان یک قاعده، اولویت باید به دستگاه های استاندارد، کنترل و اندازه گیری گسترده داده شود. اما در برخی موارد، توصیه می شود یک واحد کنترل ویژه ایجاد شود که به طور کامل الزامات دستگاه طراحی شده اتوماتیک یا نیمه اتوماتیک را برآورده کند، به عنوان مثال، نیاز به سازگاری دستگاه، محدوده فشار تست. نمونه هایی از محاسبه و کاربرد تجهیزات کنترلی در بخش های 4.3 و 4.4 بحث شده است.
در مرحله سوم طراحی، سطح اتوماسیون و پیکربندی مجدد کل دستگاه انتخاب می شود. ماشینهای تست نشت شامل دستگاههایی هستند که کل فرآیند تست نشتی از جمله مرتبسازی و همچنین بارگیری و تخلیه محصولات را بدون مشارکت اپراتور انجام میدهند. دستگاه های خودکار (نیمه خودکار) برای تست نشتی شامل دستگاه هایی است که یک اپراتور در آن شرکت می کند. به عنوان مثال، می تواند بارگیری و تخلیه محصول آزمایشی را انجام دهد، طبق اطلاعات یک واحد کنترل و اندازه گیری مجهز به عنصر ضبط خودکار، برای "خوب" و "رد" مرتب سازی کند. در این حالت کنترل کلی دستگاه شامل درایو دستگاه حمل و نقل، بستن و رها کردن (تثبیت)، فشرده سازی محصول، تاخیر زمانی کنترل و سایر عملکردها به صورت خودکار انجام می شود. طرح های آینده نگر برای خودکارسازی نظارت تنگی با استفاده از روش مانومتریک در بخش 4.2 مورد بحث قرار گرفته است.
پس از ارزیابی سطح اتوماسیون، وظیفه مهم بعدی انتخاب و تجزیه و تحلیل نمودار طرح بندی است که باید در مقیاس ترسیم شود. این به شما امکان می دهد تا به طور منطقی همه دستگاه های تجهیزات طراحی شده را مرتب کنید. در اینجا باید توجه ویژه ای به انتخاب موقعیت بارگیری - تخلیه محصول و مسیر حرکت تجهیزات بارگیری شود. مشکلات مربوط به این واقعیت است که محصولات بارگذاری شده (اشیاء آزمایشی)، به عنوان یک قاعده، دارای یک پیکربندی فضایی پیچیده هستند و بنابراین هدایت، درک و نگهداری آنها دشوار است. به همین دلیل، ایجاد تجهیزات جهت گیری و بارگیری و تخلیه ویژه مورد نیاز است که به دلایل اقتصادی همیشه قابل قبول نیست، بنابراین بارگیری دستی ممکن است یک راه حل منطقی باشد. به عنوان یک راه حل مناسب برای این موضوع، استفاده از دستکاری های صنعتی و ربات ها توصیه می شود. نمونه هایی از انتخاب و محاسبه پارامترهای برخی تجهیزات کمکی در بخش آورده شده است
مرحله مهم بعدی طراحی، انتخاب سیستم کنترل و سنتز مدار کنترل است. در اینجا باید به توصیهها و روشهای توسعه سیستمهای کنترل تجهیزات فرآیندی که در ادبیات ارائه شدهاند، پایبند باشید. انتخاب طرح آماده سازی هوا بسیار ساده است، زیرا از نظر فنی به خوبی کار شده و در ادبیات پوشش داده شده است. اما دست کم گرفتن اهمیت این موضوع می تواند منجر به افزایش آلودگی هوای فشرده (با ناخالصی های مکانیکی، آب یا روغن) مورد استفاده به عنوان گاز آزمایشی شود که به طور جدی بر دقت کنترل و قابلیت اطمینان تجهیزات در کل تأثیر می گذارد. الزامات هوای مورد استفاده در دستگاه های کنترل و اندازه گیری پنوماتیک در GOST 11662-80 "هوا برای تامین ابزارهای پنوماتیک و تجهیزات اتوماسیون 1" آمده است. .
هنگام انتخاب مدار تغذیه فشار آزمایشی، باید تثبیت اجباری آن با دقت بالا، نیاز به اتصال به میز ساعت چرخشی یا سایر تجهیزات متحرک و همچنین منبع تغذیه همزمان تعداد زیادی از واحدهای کنترل را در نظر گرفت. این مسائل با استفاده از مثال یک پایه تست خودکار برای تست نشت در بخش 4.4 مورد بحث قرار گرفته است.
در مرحله نهایی، ارزیابی تخصصی از طراحی یک دستگاه خودکار برای کنترل نشت انجام می شود. در اینجا توصیه می شود که پروژه را به طور جمعی با توجه به معیارهای خاص با مشارکت متخصصان بخشی که در آن اجرای دستگاه در حال توسعه برنامه ریزی شده است ارزیابی کنید. سپس ارزیابی اقتصادی پروژه انجام می شود. بر اساس نتیجه گیری های انجام شده، تصمیمات نهایی در مورد توسعه بیشتر اسناد کاری، ایجاد و اجرای یک دستگاه خودکار یا خودکار برای نظارت بر تنگی برای این پروژه گرفته می شود.
کاوالرف، بوریس ولادیمیرویچ
کمیته دولتی نظارت اتحاد جماهیر شوروی
برای انجام ایمن کار در انرژی هسته ای
قوانین و مقررات در انرژی هسته ای
تکنیک یکپارچه برای کنترل مواد اولیه (محصولات نیمه تمام)، اتصالات جوشی و روکش کردن تجهیزات و خطوط لوله NPP
کنترل سفتی
روش های گازی
PNAE G-7-019-89
1. مقررات عمومی
1.1. سفتی سازه ها و اجزای آنها به منظور تشخیص نشت های ناشی از وجود ترک، عدم گداخت، سوختگی و غیره نظارت می شود. در اتصالات جوشی و مواد فلزی.
1.2. کنترل سفتی بر اساس استفاده از مواد آزمایش و ثبت نفوذ آنها از طریق نشت به سازه ها با استفاده از دستگاه های مختلف - نشت یاب و سایر ابزارهای ثبت مواد آزمایشی است.
1.3. بسته به خواص ماده آزمایش و اصل ثبت آن، کنترل با استفاده از روش های گاز یا مایع انجام می شود که هر یک شامل تعدادی روش است که در فناوری اجرای این اصل ثبت ماده آزمایشی متفاوت است. در این حالت بسته به روشی که هنگام نظارت بر تنگی استفاده می شود، محل نشتی یا کل نشتی (درجه نشتی) تعیین می شود. فهرست روش های کاربردی و روش های کنترل در جدول 1 آورده شده است
1.4. بزرگی یک نشتی یا نشتی کلی با جریان هوا از طریق نشتی یا تمام نشتیهای موجود در محصول، در شرایط عادی، از جو به خلاء تخمین زده میشود. نسبت واحدهای جریان در مرجع پیوست 1 آورده شده است.
1.5. سیستم کنترل به عنوان ترکیبی از روش ها و حالت های کنترل خاص و روشی برای آماده سازی یک محصول برای کنترل درک می شود.
1.6. حساسیت آستانه سیستم کنترل با مقدار حداقل نشت قابل تشخیص یا نشت کل مشخص می شود.
2. طبقه بندی و انتخاب سیستم های کنترل سفتی
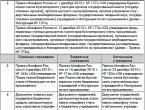
2.1. تمام سیستم های کنترل حساسیت به پنج کلاس سفتی تقسیم می شوند که در جدول نشان داده شده است. 2.
2.2. کلاس سفتی توسط سازمان طراحی (ساخت و ساز) مطابق با الزامات قوانین کنترل فعلی، بسته به هدف، شرایط عملیاتی محصول و امکان سنجی روش های کنترل و آماده سازی اختصاص داده شده به این کلاس تعیین می شود و در مستندات طراحی
2.3. انتخاب یک سیستم کنترل خاص با توجه به کلاس سفتی اختصاص داده شده، طراحی و ویژگی های تکنولوژیکی محصول و همچنین شاخص های فنی و اقتصادی کنترل تعیین می شود.
2.4. مطابق با کلاس تنگی اختصاص داده شده، کنترل با استفاده از فناوری کارت های فناوری کنترل انجام می شود که نشان دهنده روش های خاص کنترل و آماده سازی محصول برای کنترل است. در صورت انحراف از الزامات این متدولوژی، مدارک باید با سازمان پیشرو علم مواد صنعت به توافق برسد.
3. تجهیزات و مواد
3.1. هنگام تست سفتی، تجهیزات، ابزار و مواد باید مطابق با ضمیمه های مرجع 2 و 3 انتخاب شوند. استفاده از تجهیزات داخلی و وارداتی، ابزارها و موادی که در ضمیمه ها مشخص نشده اند که شرایط این سند را برآورده می کنند مجاز است.
3.2. گزینه ها و مشخصات فنیتجهیزات، ابزار و مواد مورد استفاده در تست نشت باید با مقادیر پاسپورت، استانداردهای دولتی و مشخصات فنی مطابقت داشته باشد.
3.3. ابزارهایی که گذرنامه آنها دامنه و ماهیت تأییدها را نشان می دهد مشمول تأیید اندازه شناسی هستند. بررسی ها توسط نهادهای Gosstandart در شرکت های مربوطه انجام می شود. فرکانس تأیید مطابق با الزامات گذرنامه دستگاه انجام می شود.
3.4. آشکارسازهای نشت، صرف نظر از روش کنترل انتخاب شده، باید برای حساسیت بهینه مطابق با دستورالعمل های موجود در توضیحات فنی و دستورالعمل های استفاده از آنها پیکربندی شوند.
4. روش های گاز کنترل سفتی
4.1. الزامات آماده سازی سطح سازه های مشمول آزمایش نشت با استفاده از روش های گاز
4.1.1. اگر یک پوشش محافظ روی سطح محصول یا واحد مونتاژ اعمال شود، این کار باید قبل از عملیات مشخص شده انجام شود.
توجه داشته باشید
. در صورت عدم امکان فنی، پس از اعمال پوشش های محافظ که باید در مستندات تولید و فنی (PDD) قید شود، مجاز است.
4.1.2. سطح محصولات، واحدهای مونتاژ، اتصالات جوشی محصولات در معرض آزمایش نشت باید عاری از زنگ زدگی، روغن، امولسیون و سایر آلاینده ها باشد.
4.1.3. آلاینده های آلی از نواحی قابل دسترس سطح محصول باید با شستن با حلال های آلی و سپس برگرداندن محصول یا حباب زدن حلال پر شده حذف شوند. حجم حلال ریخته شده باید حداقل 100% حجم آزاد محصول باشد.
4.1.4. الکل، استون، وایت اسپریت، بنزین، فریون-113 یا سایر حلالهای آلی که حذف باکیفیت آلایندههای آلی را تضمین میکنند باید به عنوان مایع تمیزکننده استفاده شوند.
4.1.5. پس از تمیز کردن، حلال باید تخلیه شود و حفره محصول باید با هوای خشک و تمیز دمیده شود تا بوی حلال کاملاً از بین برود.
4.1.6. کیفیت تمیز کردن باید با پاک کردن سطح کنترل شده با یک پارچه سفید تمیز بدون پرز و سپس بازرسی آن بررسی شود. عدم وجود کثیفی روی پارچه نشان دهنده تمیزی باکیفیت سطح است.
4.1.7. با دستورالعمل های مناسب در فرآیند فنی، کیفیت نظافت باید با بررسی مقطعی از سطح محصول یا اتصال جوش شده در تابش اشعه ماوراء بنفش کنترل شود و در صورتی که سطح برای بازرسی در اشعه ماوراء بنفش غیر مجاز باشد، یک تکه چلوار پس از پاک کردن سطح با آن. عدم وجود لکه های درخشان بر روی سطح کنترل شده یا قطعه ای از چلوار هنگام روشن شدن با نور ماوراء بنفش نشان دهنده تمیز کردن با کیفیت بالای سطح است.
4.1.8. عملیات آماده سازی نهایی - خشک کردن سطح محصولات و حفره های ممکن از طریق نقص رطوبت و سایر رسانه های مایع - باید بلافاصله قبل از آزمایش سفتی انجام شود. پس از خشک شدن، برای حفظ تمیزی محصولات، کار باید با روپوش تمیز (روپوش یا روپوش) و دستکش از پارچه کتان انجام شود.
4.1.9. کوره های الکتریکی، سلف ها، بخاری ها، تاسیسات، پایه های بخارپز و غیره باید به عنوان وسایل گرمایشی استفاده شوند. برای گرمایش می توانید از روش مقاومت الکتریکی با استفاده از جریان متناوب یا مستقیم استفاده کنید.
4.1.10. هنگام خشک کردن بدون جاروبرقی، مدت زمان قرار گرفتن در معرض دمای مورد نیاز باید حداقل 5 دقیقه باشد. دما توسط کلاس سفتی مشخص شده تعیین می شود.
4.1.11. اگر کنترل سفتی محصولات بلافاصله پس از خشک شدن غیرممکن باشد، نگهداری محصول خشک شده بیش از 5 روز مجاز نیست. تحت شرایط زیر:
- مناطق کنترل شده باید از آلودگی و رسانه های مایع با مواد محافظ محافظت شوند.
- رطوبت هوای اتمسفر نباید روی سطح محصول کنترل شده متراکم شود. برای جلوگیری از پدیده تراکم رطوبت (به عنوان مثال، هنگام آوردن محصولات به اتاقی که دمای هوا بالاتر از دمای سطح محصول است، کاهش دمای هوا در اتاق، هنگام خنک کردن محصول هنگام تامین گاز آزمایشی از یک سیلندر. ) لازم است اقداماتی بر اساس جداول مرجع روابط دما هوای محیط، رطوبت نسبی و مطلق انجام شود. به عنوان مثال، در رطوبت نسبی هوا 80٪ و دمای 20 درجه سانتیگراد، دمای سطح محصول نباید کمتر از 17 درجه سانتیگراد باشد.
- رطوبت هوا در اتاق برای نگهداری محصولات خشک نباید از 80٪ تجاوز کند.
4.1.12. در صورت نیاز به حمل و نقل محصولات، احتمال آلودگی و تراکم رطوبت در سطح محصول باید حذف شود.
4.2. تست نشت با استفاده از نشت یاب هلیوم
4.2.1. حساسیت آستانه نشت یاب هلیوم و روش های کنترل مقیاس کاری.
4.2.1.1. حساسیت آستانه نشت یاب ها با حداقل جریان ماده آزمایشی مشخص می شود که نشت یاب می تواند ثبت کند. حساسیت آستانه آشکارسازهای نشت هلیوم باید حداقل 1.3.10-10 m3* Pa/s (1.10-6 l×μm Hg/s) باشد. حساسیت آستانه روش کنترل با حداقل جریان یا مقدار ماده آزمایش مشخص می شود که در طرح کنترل ثابت شده است.
4.2.1.2. حساسیت آستانه آشکارسازهای نشت هلیوم در ابتدای هر شیفت طبق روش ارائه شده در پیوست 4 تعیین می شود.
4.2.1.3. حساسیت آستانه روش کنترل پس از آزمایش یک محصول، دسته ای از محصولات مشابه یا شبیه ساز تعیین می شود که طراحی آن با GOMO مطابق روش ارائه شده در پیوست 5 توافق شده است.
4.2.1.4. حساسیت آستانه محفظه خلاء (هلیوم) و روش های خلاء حرارتی نباید کمتر از 6.7.10-10 m3×Pa/s (5.10-6 l×μm Hg/s) باشد، روش دمیدن هلیوم و پروب هلیوم باید باشد. کمتر از 6. 7.10-9 m3×Pa/s (5.10-5 l×μm Hg.st.s).
4.2.1.5. اگر حساسیت آستانه روش کنترل کمتر از مقادیر مشخص شده در بند 4.2.1.4 باشد، محصول یا دسته ای از محصولات باید مجدداً بررسی شوند.
4.2.1.6. نشانه وجود نقص از طریق افزایش قرائت ابزار بالاتر از میانگین قرائت پس زمینه به میزانی برابر با اختلاف بین حداکثر و حداقل مقادیر پس زمینه در مدار آزمایش است. این مقدار برای همه روش های کنترل (به جز روش پروب) نباید از 50 میلی ولت و برای روش پروب از 100 میلی ولت بیشتر شود.
یادداشت
:
1. میانگین قرائت پس زمینه قبل از شروع آزمایش با هر روشی نباید بیشتر از 2/3 مقیاس کاری باشد.
2. اگر قرائت پس زمینه از مقدار مشخص شده بیشتر شود، باید از مدار جبران پس زمینه استفاده شود.
4.2.2. روش هلیوم (محفظه خلاء).
4.2.2.1. ماهیت روش محفظه هلیوم یا خلاء این است که محصول کنترل شده در یک محفظه فلزی مهر و موم شده قرار می گیرد. یک نشتی یاب از طریق یک سیستم پمپاژ کمکی به محفظه یا محصول متصل می شود و پس از آن هلیوم تحت فشار به داخل محفظه (روش اتاقک هلیوم) یا به محصول (روش اتاق خلاء) وارد می شود. اگر نشتی وجود داشته باشد، هلیوم در نتیجه اختلاف فشار وارد یک حجم تخلیه شده متصل به نشتی یاب می شود. نمودار کنترل با استفاده از روش محفظه خلاء در شکل 1 نشان داده شده است.
برنج. 1. نمودار نصب برای نظارت با استفاده از روش اتاق خلاء
1 - نشت یاب هلیوم،
2 - هواکش،
3 - سیلندر آرگون
4 - دوربین،
5 - محصول،
6 - فشار سنج و خلاء،
7 - گیربکس
8 - سیلندر هلیوم،
9 - پمپ خلاء
10 - شیر خلاء،
11 - نشت کالیبره شده
4.2.2.2. هنگام طراحی و ساخت محفظه هلیوم (خلاء)، الزامات زیر باید در نظر گرفته شود:
- برای افزایش سرعت پمپاژ، شکل محفظه استوانه ای توصیه می شود (محفظه را می توان با توجه به پیکربندی طراحی ساخت).
- باید از محکم بودن اتصالات فلنج و همچنین محکم بودن خروجی از خود سازه یا آداپتور فرآیند از ساختار به سیلندر هلیوم اطمینان حاصل شود.
- ساختار کنترل شده نباید با سطح داخلی محفظه تماس داشته باشد.
4.2.2.3. روش کنترل:
- محصول کنترل شده مطابق با الزامات بخش فرعی تهیه می شود. 4.1;
- محصول در یک محفظه فلزی قرار می گیرد که سطح داخلی آن به طور مقدماتی تمیز و خشک شده است.
- پس از آب بندی پوشش محفظه و نصب گیج فشار، حفره محفظه (محصول) تا فشار باقیمانده 7-8 Pa [(5-6).10-2 میلی متر جیوه به بیرون پمپ می شود. هنر.
- قبل از پر کردن محصول کنترل شده (محفظه) با هلیوم، ابتدا حفره آن تا فشاری که بالاتر از 700-1400 Pa (5-10 میلی متر جیوه) نباشد پمپ می شود.
- پس از رسیدن به فشار باقیمانده مورد نیاز در محفظه (محصول)، دریچه ورودی نشت یاب باز می شود و سیستم پمپاژ کمکی خاموش می شود.
- در صورت کاهش تدریجی فشار در محفظه طیف سنج جرمی، لازم است با استفاده از نشت کنترل، نیتروژن خشک را به محفظه طیف سنج جرمی وارد کنید.
- اگر فشار در محفظه طیف سنج جرمی افزایش یابد، لازم است که دریچه سیستم پمپاژ کمکی را تا حدی باز کنید یا دریچه ورودی آشکارساز نشت را ببندید.
- هلیوم یا مخلوط هوا و هلیوم به نسبت تعیین شده توسط نقشه فناوری برای کنترل در حفره محصول (محفظه) عرضه می شود.
- محصول (محفظه) تحت فشار نگه داشته می شود.
4.2.2.4. مدت زمان قرار گرفتن در معرض محصول (محفظه) تحت فشار باید حداقل 5 دقیقه برای حجم خلاء تا 0.1 متر مکعب، از 0.1 تا 0.5 متر مکعب - حداقل 10 دقیقه، بیش از 0.5 تا 1.5 متر مکعب - حداقل 15 دقیقه، بیش از 1.5 تا 3.5 متر مکعب حداقل 20 دقیقه، بیش از 3.5 - 40 دقیقه.
4.2.2.6. هلیوم باید با دمیدن حفره محصول (محفظه) با هوای فشرده خشک یا پمپاژ آن خارج شود.
جمع آوری هلیوم حذف شده برای استفاده در نظارت بعدی امکان پذیر است.
4.2.2.5. در صورت نیاز به کنترل بخشی از محصول یا اتصال جوشی جداگانه، نصب دوربین موضعی بر روی قسمت کنترل شده یا اتصال جوش داده شده مجاز است.
روش کنترل مشابه آنچه در بند 4.2.2.3 مشخص شده است.
مدت نگهداری تحت فشار بسته به حجم پمپاژ شده مطابق با بند 4.2.2.4 تنظیم می شود.
4.2.2.7. هنگام بازرسی جوش بسته شدن یک محصول، محصول تخلیه می شود و هلیوم به داخل حفره محصول وارد می شود و به دنبال آن درز بسته شدن در یک جریان هلیوم جوش می شود. پس از جوشکاری لازم است درز بسته شدن با استفاده از محفظه خلاء موضعی آزمایش شود. مدت زمان کنترل با حجم محفظه مطابق با بند 4.2.2.4 تعیین می شود.
4.2.2.8. ارزیابی کمی جریان کل ماده آزمایشی از طریق نشت در محصول باید طبق روش ذکر شده در پیوست 6 (مرجع) انجام شود.
4.2.3. روش چین دادن پوسته های بسته با هلیوم.
4.2.3.1. کنترل با چین دادن پوسته های بسته شامل قرار دادن محصول یا درز بسته شدن در یک محفظه ویژه است که در آن فشار هلیوم ایجاد می شود. در صورت نشتی در درز، هلیوم به داخل حجم محصور محصول نفوذ می کند. در مرحله بعد، محصول با تجمع هلیوم در محفظه خلاء که محصول در آن قرار می گیرد، نظارت می شود.
4.2.3.2. توصیه می شود برای محصولات با حجم کم (تا 10 لیتر) سفتی جوش بسته شدن را با استفاده از روش چین دار کنترل کنید.
4.2.3.3. کنترل باید به ترتیب زیر انجام شود:
- محصول در یک محفظه چین دار قرار می گیرد و برای مدت معینی تحت فشار هلیوم قرار می گیرد.
- پس از چین دادن، محصول از محفظه خارج می شود، سطح خارجی محصول با هوای فشرده یا نیتروژن دمیده می شود تا هلیوم از بین برود و به مدت 1 تا 2 ساعت در هوا نگهداری شود.
- قبل از نصب محصول، حفره داخلی محفظه متصل به نشتی یاب با یک پمپ کمکی به بیرون پمپ می شود. قرائت پس زمینه دستگاه خروجی نشت یاب را با فشار در محفظه 1 - 7 Pa [(1 - 5) 10 -2 میلی متر جیوه ثبت کنید. Art.] با پمپ کمکی خاموش.
- محصول فشرده شده با هلیوم در یک محفظه خلاء قرار می گیرد و محفظه حاوی محصول به فشار بیش از 1 تا 7 Pa تخلیه می شود، پمپ کمکی خاموش می شود و هلیوم حداقل به مدت 1 ساعت در محفظه انباشته می شود. پس از آن دریچه ورودی نشتی یاب باز شده و خوانش های نشت یاب ثبت می شود.
- بیش از حد سیگنال خروجی آشکارساز نشت به میزان 1 ولت یا بیشتر در بالای قرائت های پس زمینه، نشانه نشتی در درز بسته شدن محصول است.
توجه داشته باشید
. به منظور از بین بردن افزایش پسزمینه هلیوم در طول آزمایش، استفاده از محفظهای که در آن محصول با هلیوم آزمایش شده است، ممنوع است.
4.2.3.4. مدت زمان چین دادن محصول با هلیوم باید در فشار 1.10 6 Pa (10 kgf/cm2) حداقل 120 ساعت، 2.106 Pa (20 kgf/cm2) حداقل 50 ساعت، 5.105 Pa (50 kgf/cm2) در فشار باشد. حداقل 13 ساعت
4.2.4. روش تست خلاء حرارتی
4.2.4.1. ماهیت آزمایش ها این است که محصول مورد کنترل در یک محفظه خلاء تا دمای 380 - 400 درجه سانتیگراد با فشار داخل و خارج محصول نه بیشتر از 0.1 Pa (10 -3 میلی متر جیوه) گرم می شود و سپس با وارد کردن هلیوم به محصول گرم شده یا داخل محفظه ای که در آن قرار می گیرد کنترل می شود.
4.2.4.2. روش کنترل:
- محصول برای کنترل مطابق با بندهای 4.1.1 - 4.1.7 آماده شده است.
- محصول در یک محفظه فلزی قرار می گیرد.
- محفظه و حفره داخلی محصول تا فشاری که بیش از 0.1 Pa (10-3 میلی متر جیوه) نباشد تخلیه می شود.
- محصول در کوره ها یا وسایل گرمایشی تا دمای 380 تا 400 درجه سانتیگراد گرم می شود و به مدت 3 تا 5 دقیقه در این دما نگهداری می شود. نرخ گرمایش با حفظ مداوم فشار در محفظه و محصول نه بیشتر از 0.1 Pa (10-3 میلی متر جیوه) و طراحی محصول تعیین می شود.
- دریچه ورودی نشتی یاب باز می شود و همزمان گروه پمپاژ محفظه (یا محصول) خاموش می شود.
- قرائت های پس زمینه ایجاد شده از آشکارساز نشت ثبت می شود.
- هلیوم به محصول کنترل شده (یا محفظه) با فشار مورد نیاز عرضه می شود.
- محصول (محفظه) تحت فشار نگهداری می شود و خوانش های آشکارساز نشت ثبت می شود. مدت زمان قرار گرفتن در معرض مطابق با بند 4.2.3.4 انتخاب شده است.
- پس از سرد شدن تا دمای 50 درجه سانتیگراد، محفظه باز می شود.
4.2.5. روش هلیوم دیپستیک.
4.2.5.1. ماهیت روش این است که محصول با هلیوم یا مخلوط هلیوم-هوا تا فشاری بالاتر از اتمسفر پر می شود و پس از آن سطح بیرونی محصول توسط یک کاوشگر مخصوص که توسط یک شیلنگ لاستیکی فلزی یا خلاء به نشتی متصل است کنترل می شود. آشکارساز در نتیجه افت فشار، هلیوم از طریق عیب موجود نفوذ کرده و از طریق پروب و شیلنگ وارد محفظه طیف سنج جرمی آشکارساز نشت می شود. طراحی مشخصی از نازل پروب، که مطابق با مشخصات سطح مورد آزمایش ساخته شده است، تعیین محل یک نقص از طریق محصول را ممکن می سازد. نازل پروب باید حداقل 5 میلی متر از هر طرف با عرض ناحیه مورد آزمایش همپوشانی داشته باشد. اگر عرض نازل کوچکتر باشد، کنترل باید در چند پاس انجام شود.
نمودار کنترل با استفاده از روش پروب هلیوم در شکل نشان داده شده است. 2 
برنج. 2. نمودار نصب برای آزمایش با استفاده از روش پروب
1 - نشت یاب هلیوم،
2 - لامپ ترموکوپل،
3 - شلنگ خلاء
4 - پمپ خلاء
5 - (یادداشت از وب مستر: هیچ چیز برای 5)
6 - محصول،
7 - میله اندازه گیری،
8 - فشار سنج و خلاء،
9 - سیلندر هلیوم
4.2.5.2. هنگام آزمایش با استفاده از روش پروب، از پروب های گیره قابل تنظیم با یک نازل مخروطی با حجم بیش از 1 میلی متر مکعب و فاصله یک سوزن قفل قابل تنظیم از سطح کنترل شده بیش از 5 میلی متر استفاده می شود. یکی از گزینه های ممکننسخه طراحی با توجه به ویژگی یک پروب گیر است. 358-00-00 و 358-01-00.
4.2.5.3. الزامات زیر برای نصب برای آزمایش با استفاده از روش پروب هلیوم اعمال می شود:
- تمام اتصالات نصب باید با پروب در موقعیت بسته با استفاده از روش دمیدن بررسی شود.
- بخشی از تاسیسات که برای تامین هلیوم به محصول کنترل شده در نظر گرفته شده است باید با استفاده از روش کاوشگر هلیوم در فشار هلیوم حداقل 1.5 P آزمایش شود که در آن P فشار هلیوم در طول آزمایش است.
- اگر از شیلنگ لاستیکی خلاء برای اتصال پروب به نشت یاب استفاده می شود، برای کاهش جداسازی گاز باید با محلول قلیایی (15%)، آب جاری تمیز، آب مقطر شسته و با الکل تصحیح شده خشک شود. سطح بیرونی شلنگ با روغن کرچک پاک می شود.
- طول خطی که پروب را به نشتی یاب متصل می کند باید حداقل باشد. ممکن است. حداکثر طول خط توسط بند 4.2.1.4 هنگام ارزیابی حساسیت روش مطابق ضمیمه 5 تعیین می شود.
4.2.5.4. کنترل باید به ترتیب زیر انجام شود:
- در حالی که پروب 7 بسته است (شکل 2 را ببینید)، شیلنگ 3 با پمپ خلاء 5 به مدت 15 تا 20 دقیقه پمپ می شود.
- پروب به گونه ای تنظیم می شود که وقتی پمپ خلاء کمکی و پمپ های نشتی یاب با هم کار می کنند، فشار باقیمانده اندازه گیری شده توسط لامپ ترموکوپل 2 که در فلنج ردیاب نشتی نصب شده است، برابر با 25 - 30 Pa [(1.8-2.2) 0.10- باشد. 1 میلی متر جیوه هنر.]. ایجاد فشار عملیاتی در شیلنگی که پروب را به نشتی یاب متصل می کند باید به طور همزمان با تنظیم پروب و شیر ورودی نشت یاب انجام شود.
- پمپی با سرعت پمپاژ 1 تا 3 لیتر در ثانیه باید به عنوان پمپ کمکی استفاده شود. اگر از پمپی با سرعت پمپاژ بالاتر استفاده می شود، شیر 4 باید بسته شود تا از سرعت پمپاژ مناسب اطمینان حاصل شود.
- محصول آماده شده برای کنترل، پس از بستن سوراخ ها و خروجی های فلنج، تا فشاری که بیش از 700 - 1400 Pa (5-10 میلی متر جیوه) نباشد، پمپ می شود.
- هلیوم و مخلوط هلیوم و هوا (حداقل 50٪ هلیوم) تا فشار اضافی مورد نیاز برای آزمایش به محصول عرضه می شود.
شما می توانید تصویری از روش را در ویدیو مشاهده کنید:
یادداشت:
1. اگر تخلیه پیش از خط لوله یا محصولات محفظه ای غیرممکن باشد، مجاز است حفره را با هلیوم شستشو دهید تا زمانی که در خروجی خط لوله یا محصول ظاهر شود. ظاهر هلیوم زمانی توسط کاوشگر تشخیص داده می شود که خوانش ابزار بالاتر از سطح پس زمینه 100 میلی ولت یا بیشتر افزایش یابد.
2. برای به دست آوردن غلظت هلیوم حداقل 60٪ تحت فشار 0.1 مگاپاسکال (1 kgf/cm2)، پس از پاکسازی حفره با هلیوم، هلیوم به محصول یا خط لوله تا فشار 0.1 مگاپاسکال (1 کیلوگرم بر سانتیمتر مربع) وارد محصول یا خط لوله میشود. سانتی متر مربع). برای به دست آوردن غلظت هلیوم حداقل 75٪، فشار به فشار اتمسفر کاهش می یابد و هلیوم دوباره تا فشار 0.1 مگاپاسکال عرضه می شود.
3. برای محصولات با حفره های بن بست که امکان پاکسازی و جاروبرقی را حذف می کنند، زمان نگهداری برای دستیابی به غلظت هلیوم مورد نیاز به صورت تجربی در هر مورد خاص بر روی یک شبیه ساز تعیین می شود.
4.2.5.5. کنترل با حرکت پروب در امتداد سطح محصول با سرعت ثابت برابر با 0.10 - 0.15 متر در دقیقه انجام می شود:
- هنگام حرکت، پروب باید در تماس مستقیم با سطح مورد آزمایش باشد. برداشتن کاوشگر از سطح آزمایش شده به میزان 5 میلی متر، تشخیص عیوب را 10 تا 15 برابر کاهش می دهد.
- کنترل باید از قسمت های پایینی محصول با انتقال تدریجی به قسمت های بالایی شروع شود.
4.2.6. روش دمیدن هلیوم
4.2.6.1. ماهیت روش این است که محصول مورد آزمایش به یک نشتی یاب متصل می شود و تا فشاری تخلیه می شود که اجازه می دهد دریچه ورودی نشتی یاب کاملاً باز شود و پس از آن سطح بیرونی محصول با جریانی دمیده می شود. هلیوم
در صورت وجود نشتی در محصول، هلیوم وارد حفره آن شده و توسط دستگاه نشت یاب شناسایی می شود.
نمودار کنترل با استفاده از روش دمیدن در شکل نشان داده شده است. 3. 
برنج. 3. نمودار نصب برای کنترل با روش دمیدن
1 - نشت یاب هلیوم،
2 - هواکش،
3- نشت هلیوم
4 - پمپ خلاء
5 - سیلندر آرگون
6 - شیر خلاء
7 - محصول
8 - دمنده،
9 - محفظه با هلیوم
4.2.6.2. کنترل باید به ترتیب زیر انجام شود:
- مطابق با الزامات بخش فرعی تهیه شده است. 4.1 محصول تا فشار 7 - 8 مگاپاسکال [(5 - 6) 10 - 2 میلیمتر جیوه وکیوم میشود. هنر.]؛
- هنگامی که دریچه ورودی نشت یاب به محصول باز می شود، سیستم پمپاژ کمکی خاموش می شود و سطح بیرونی محصول با هلیوم دمیده می شود. در صورتی که حفظ فشار مورد نیاز در محفظه طیف سنج جرمی با خاموش بودن سیستم پمپاژ کمکی غیرممکن باشد، می توان نظارت را با دریچه سیستم پمپاژ کمکی کاملا بسته یا باز نشده انجام داد و حساسیت باید مطابق با آن تعیین شود. به پیوست 5 در همان موقعیت سوپاپ؛
- دمیدن باید از نقاطی که سیستم پمپاژ کمکی به آشکارساز نشت متصل است شروع شود. سپس خود محصول دمیده می شود و از قسمت های بالایی آن با انتقال تدریجی به قسمت های پایین شروع می شود.
- در مرحله اول آزمایش، توصیه می شود یک جت هلیوم قوی نصب کنید، که در هنگام دمیدن یک منطقه بزرگ را پوشش می دهد. اگر نشتی تشخیص داده شد، جریان هلیوم را کاهش دهید تا زمانی که تفنگ ضربهای را به لبهای خود میآورید کمی احساس شود و محل نقص عبوری را بهطور دقیق مشخص کنید. سرعت حرکت دمنده در امتداد سطح کنترل شده 0.10-0.15 متر در دقیقه است. هنگام بازرسی محصولات با حجم و طول زیاد، با در نظر گرفتن زمان تاخیر سیگنال، سرعت دمیدن باید کاهش یابد.
- در صورت وجود عیوب بزرگ و دستیابی به خلاء لازم در محصول برای باز کردن کامل دریچه ورودی نشت یاب با خاموش بودن سیستم پمپاژ کمکی، با روشن بودن سیستم پمپاژ کمکی به دنبال عیوب باشید. پس از تشخیص عیوب بزرگ و رفع آنها، بازرسی های مکرر به منظور یافتن عیوب با مقدار کمی نشتی انجام می شود.
4.2.6.3. به منظور کنترل کل سطح محصول یا بخشی از آن، در برخی موارد سطح کنترل شده با پوشش نرم پوشانده می شود. هلیوم در زیر پوشش به مقدار تقریباً برابر با حجم فضای زیر پوشش عرضه می شود.
مدت زمان قرار گرفتن در معرض محصول در زیر پوشش 5-6 دقیقه است.
4.2.6.4. از روش دمیدن می توان برای کنترل عناصر سازه ای باز استفاده کرد. برای اجرای این امر، باید از محفظههای مکش خلاء استفاده، اعمال یا بر روی سطح کنترلشده در سمت مخالف سطح دمیده شده ثابت شود. یکی از طرح های اتاقک در شکل نشان داده شده است. 4. حالت های تست در بند 4.2.6.2 مشخص شده است. 
برنج. 4. طراحی محفظه مکش خلاء
1- پوشش،
2-ساختمان،
3- مهر و موم لاستیکی،
4- طراحی
5- خط لوله
اتصال 6 جوشی
4.3. تست نشت با استفاده از نشت یاب هالوژن روش کاوشگر اتمسفر هالوژن
4.3.1. راه اندازی نشت یاب ها، تعیین و بررسی حساسیت آستانه نشت یاب هالوژن باید با استفاده از نشت های هالوژن کالیبره شده مطابق با توضیحات فنی و دستورالعمل های عملیاتی دستگاه سازنده انجام شود.
4.3.2. ماهیت روش پروب هالوژن این است که محصول آزمایشی که قبلاً تخلیه شده است با فریون یا مخلوطی از فریون با هوا تا فشاری بالاتر از اتمسفر پر می شود. در نتیجه اختلاف فشار، فریون از طریق نشتی موجود نفوذ می کند و توسط یک کاوشگر نشت یاب که توسط یک کابل الکتریکی به واحد اندازه گیری نشتی یاب متصل است، جذب می شود.
4.3.3. نمودار نصب برای کنترل با استفاده از روش پروب هالوژن در شکل نشان داده شده است. 5. 
برنج. 5. نمودار نصب برای کنترل با استفاده از روش پروب هالوژن:
1 - سیلندر با فریون؛
2 - گیربکس;
3 - پمپ خلاء;
4 - فشار سنج خلاء;
5 - شیر؛
6 - محصول؛
7 - بلوک اندازه گیری نشت یاب;
8 - پراب نشت یاب از راه دور
نصب برای تزریق فریون به محصول کنترل شده باید از نظر نشتی با یک آشکارساز نشت هالوژن در فشار بخار فریون اشباع در دمای آزمایش بررسی شود.
4.3.4. روش کنترل:
- پس از بستن سوراخها و خروجیهای فلنج با شاخههای مستقیم و کور، محصول تا فشار باقیمانده بیش از 700 - 1400 Pa (5 - 10 میلیمتر جیوه) پمپ میشود.
- با بستن شیر، پمپ خلاء خاموش می شود و مبرد با فشار اضافی مورد نیاز در طول آزمایش به محصول می رسد.
- اگر تخلیه پیش از خط لوله غیرممکن باشد، می توان هوا را با فریون جابجا کرد و وجود فریون را در انتهای راه دور خط لوله تشخیص داد. سپس، فریون به خط لوله پمپ می شود تا اطمینان حاصل شود که غلظت فریون در خط لوله حداقل 50٪ است.
- برای محصولات محفظه ای، تزریق فریون بدون پمپاژ محصول مجاز است، مشروط بر اینکه غلظت فریون در محصول حداقل 50٪ باشد.
- کنترل با حرکت یک پروب از راه دور در امتداد سطح محصول با سرعت ثابت انجام می شود.
- هنگام حرکت، پروب باید در حداقل فاصله ممکن از سطح باشد. برداشتن کاوشگر از سطح آزمایش شده به میزان 5 میلی متر، تشخیص عیوب را 10 تا 15 برابر کاهش می دهد.
- کنترل باید از قسمت های بالایی محصول با انتقال تدریجی به قسمت های پایین شروع شود.
4.3.5. حالت های کنترل با آشکارسازهای نشت هالوژن:
سرعت حرکت پروب در امتداد سطح محصول نباید از 0.10 - 0.15 متر در دقیقه تجاوز کند.
فشار فریون-12 یا فرئون-22 باید مطابق با دستورالعمل های نقشه های کاری یا صفحه جریان کنترل باشد. فشار فریون در محصول باید کمتر از فشار بخار اشباع آن باشد.
توجه داشته باشید
. فشار بخار اشباع فریون-12 و فرئون-22، بسته به دما، در مرجع ضمیمه 7 آورده شده است.
4.3.6. پس از آزمایش، فریون باید با پمپاژ تا فشار باقیمانده 130 - 650 Pa (1 - 5 میلی متر جیوه) از ساختار خارج از منطقه کار خارج شود. پس از این، هوا باید به محصول کنترل شده تزریق شود و دوباره به همان فشار پمپ شود.
توجه داشته باشید
. پمپاژ مضاعف محصول کنترل شده تا فشار باقیمانده 130 - 650 Pa تضمین می کند که مقدار باقیمانده فریون-12 بیش از 0.01 میلی گرم در لیتر و فرئون-22 - بیش از 0.006 میلی گرم در لیتر نباشد.
4.4. کنترل سفتی با استفاده از روش حباب
4.4.1. روش پنوماتیک با باد کردن هوا.
4.4.1.1. ماهیت روش این است که محصول کنترل شده با گاز آزمایشی تحت فشار اضافی پر می شود. یک ترکیب کف کننده روی سطح بیرونی محصول اعمال می شود. گاز آزمایشی در محلهای نشت باعث تشکیل حبابهایی در ترکیب کفساز میشود (حباب یا پارگی فیلم صابون در هنگام استفاده از امولسیون صابون؛ پیلههای فوم یا پارگی فیلم هنگام استفاده از ترکیب پلیمری).
4.4.1.2. روش کنترل:
- فشار اضافی مورد نیاز گاز آزمایش در محصول کنترل شده ایجاد می شود.
- با استفاده از یک برس موی نرم یا اسپری رنگ، یک ترکیب کف کننده روی سطح کنترل شده محصول اعمال می شود و مشاهده بصری انجام می شود.
توجه داشته باشید
. اجزای ترکیبات کف ساز در پیوست 8 (مرجع) آورده شده است.
4.4.1.3. زمان مشاهده وضعیت سطح هنگام استفاده از امولسیون صابون 2 تا 3 دقیقه پس از اعمال آن بر روی سطح نیست.
4.4.1.4. هنگام استفاده از یک ترکیب پلیمری برای شناسایی عیوب بزرگ (بیش از 1.10-4 m 3 Pa/s)، بازرسی باید بلافاصله پس از اعمال ترکیب پلیمری انجام شود. برای شناسایی عیوب جزئی، زمان بازرسی باید حداقل 20 دقیقه از لحظه اعمال ترکیب باشد. پیله های فوم به مدت 24 ساعت نگهداری می شوند.
4.4.2. روش آکواریوم پنوموهیدرولیک.
4.4.2.1. ماهیت روش این است که محصولی که تحت فشار اضافی با گاز پر شده است در یک مایع غوطه ور می شود. خروج گاز از محصول در هنگام نشت باعث ایجاد حباب در مایع می شود.
4.4.2.2. کنترل به ترتیب زیر انجام می شود:
- محصول کنترل شده در یک ظرف قرار می گیرد.
- فشار آزمایش گاز آزمایش در محصول ایجاد می شود.
- مایع در ظرف حداقل 100 تا 150 میلی متر بالاتر از سطح کنترل شده محصول ریخته می شود.
4.4.2.3. نشانه نشتی در یک محصول، تشکیل حباب های هوا است که روی سطح مایع شناور هستند و به طور دوره ای در ناحیه خاصی از سطح محصول یا خطی از حباب ها تشکیل می شوند.
4.4.3. روش خلاء حباب دار.
4.4.3.1. ماهیت روش این است که قبل از نصب محفظه خلاء، بخش کنترل شده سازه با ترکیب فوم خیس می شود و خلاء در محفظه ایجاد می شود. در مکان های نشتی، حباب ها، پیله ها یا شکستگی های فیلم تشکیل می شوند که از طریق بالای شفاف محفظه قابل مشاهده هستند.
4.4.3.2. برای اطمینان از کنترل کامل کل اتصال جوش داده شده، محفظه خلاء به گونه ای نصب می شود که حداقل 100 میلی متر بر قسمت بازرسی قبلی درز همپوشانی داشته باشد.
محفظه خلاء بسته به طرح محصول مورد آزمایش و نوع اتصال جوش داده شده می تواند اشکال مختلفی داشته باشد. برای اتصالات جوشی لب به لب سازه های ورق، محفظه های مسطح ساخته می شود، برای جوش های فیله - اتاق های گوشه، و برای نظارت بر جوش های محیطی خطوط لوله، می توان محفظه های حلقوی ساخت. یکی از گزینه های طراحی ممکن برای محفظه خلاء در شکل نشان داده شده است. 6. 
برنج. 6. نمودار یک محفظه خلاء برای آزمایش نشت:
1 - مهر و موم لاستیکی؛
2 - بدنه دوربین;
3 - پنجره؛
4 - شیر خلاء؛
5- نشتی در اتصال جوش داده شده
6 - مهر و موم لاستیکی
4.4.3.3. کنترل به ترتیب زیر انجام می شود:
- یک ترکیب تشکیل دهنده کف در ناحیه کنترل شده ساختار باز اعمال می شود.
- یک محفظه خلاء در منطقه کنترل شده نصب شده است.
- فشار 2.5 - 3.10 4 Pa (180 - 200 mm Hg) در محفظه خلاء ایجاد می شود.
- زمان از لحظه استفاده از ترکیب تا لحظه بازرسی نباید از 10 دقیقه تجاوز کند.
- بازرسی بصری ناحیه کنترل شده از طریق بالای شفاف دوربین انجام می شود.
توجه داشته باشید . هنگامی که برای کنترل ترکیب پلیمر استفاده می شود، تصویر عیوب به مدت 24 ساعت باقی می ماند.
4.5. کنترل سفتی با استفاده از روش مانومتریک (افت فشار)
4.5.1. برای انجام کنترل با استفاده از روش مانومتریک، محصول را با یک گاز آزمایشی تحت فشار بالاتر از فشار اتمسفر پر کرده و برای مدت معینی نگهداری می کنند.
4.5.2. فشار و زمان چین خوردگی توسط مشخصات فنی محصول یا اسناد طراحی (پروژه) تعیین می شود.
4.5.3. اگر افت فشار گاز آزمایشی در هنگام قرار گرفتن در معرض فشار از استانداردهای تعیین شده توسط مشخصات فنی یا اسناد طراحی (پروژه) تجاوز نکند، محصول به صورت هرمتیک در نظر گرفته می شود.
4.5.4. فشار گاز با فشارسنج های کلاس دقت 1.5 - 2.5 با حد اندازه گیری 1/3 بیشتر از تست فشار اندازه گیری می شود. برای تنظیم جریان گاز باید یک شیر قطع کننده روی لوله تغذیه نصب شود.
4.5.5. ارزیابی کمی نشت کلی با استفاده از فرمول انجام می شود
جایی که
V- حجم داخلی محصول و عناصر سیستم آزمایش، m3.
Dآر- تغییر فشار گاز آزمایشی در حین آزمایش فشار، Pa.
تی- زمان چین خوردگی، s.
چکیده پایان نامه با موضوع "اتوماسیون کنترل سفتی اتصالات گاز بر اساس روش تست مانومتریک"
به عنوان یک نسخه خطی
بارابانوف ویکتور گنادیویچ
اتوماسیون کنترل سفتی اتصالات گاز بر اساس روش تست مانومتریک
تخصص 05 13 06 - اتوماسیون و مدیریت فناوری
فرآیندها و تولید (صنعت)
پایان نامه برای درجه کاندیدای علوم فنی
ولگوگراد - 2005
این کار در دانشگاه فنی دولتی ولگوگراد انجام شد.
سرپرست علمی - دکترای علوم فنی، استاد
سردوبیندف یوری پاولوویچ.
مخالفان رسمی: دکترای علوم فنی، استاد
چاپلیگین ادوارد ایوانوویچ.
کاندیدای علوم فنی، دانشیار ولادیمیر آلکسیویچ یارماک.
سازمان پیشرو - دفتر طراحی مرکزی FSUE "TITAN"، ولگوگراد
تشکر ویژه از دکتر علوم فنی، پروفسور 1Dipershtein میخائیل Borisovich! برای کمک در تکمیل کار پایان نامه.
دفاع در "2.؟" انجام خواهد شد. ژوئن_2005 در جلسه شورای پایان نامه K 212.028 02 در دانشگاه فنی دولتی ولگوگراد به آدرس: 400131، ولگوگراد، خیابان لنین، 28.
پایان نامه را می توان در کتابخانه دانشگاه فنی دولتی ولگوگراد یافت.
دبیر علمی شورای پایان نامه ^^ "Bykov Yu. M.
1 و خصوصیات کلی کار
مرتبط بودن موضوع در تولید صنعتی اتصالات گاز خاموش، توزیع و سوئیچینگ، اسناد استاندارد و فنی موجود برای پذیرش آنها، کنترل 100٪ پارامتر "سفتی" را تنظیم می کند. در حین کار تعدادی از طرح های اتصالات گاز، نشت خاصی وجود دارد. از محیط کار مجاز است که مازاد آن به عنوان نشتی در محصول در نظر گرفته می شود.رفع عیوب در هنگام کنترل پذیرش اتصالات گاز باعث افزایش قابلیت اطمینان، ایمنی و سازگاری با محیط زیست کلیه تجهیزاتی می شود که در آنها استفاده می شود.
توسعه نظریه و عمل مدرن کنترل تنگی به مطالعات A. S. Zazhigin، A. I. Zapunny، V. A. Lanis، L. E. Levina، V. B. Lembersky، V. F. Rogal، S. G. Sazhina، Trushchenko A. A.، Fadeeva M. A.، تجزیه و تحلیل علمی L. Feldmana اختصاص دارد. ادبیات فنی و ثبت اختراع نشان داد که نه روش و بیش از صد دستگاه کنترل خودکار برای آزمایش سفتی محصولات تنها با استفاده از یک محیط آزمایش گازی توسعه داده شده است. با این حال، اطلاعات مربوط به اتوماسیون کنترل سفتی دریچه گاز عمدتاً در مواد ثبت اختراع منعکس شده است. با این حال، هیچ داده ای در مورد تحقیقات آنها در ادبیات علمی و فنی وجود ندارد. این با این واقعیت توضیح داده می شود که مشکلات و محدودیت های قابل توجهی در توسعه و اجرای وسایل نظارت بر سفتی اتصالات گاز وجود دارد. بیشتر روشها و ابزارهای کنترل با دقت بالا میتوانند و از نظر اقتصادی صرفاً در تولید تکی یا کوچک محصولات با اندازههای بزرگ مورد استفاده قرار میگیرند، که در آنها باید از سفتی کامل اطمینان حاصل شود. اتصالات گاز، به عنوان مثال، تجهیزات اتوماسیون پنوماتیک، شیرهای خاموش کننده اجاق های خانگی، معمولاً کوچک هستند و نشتی محیط کار در آنها مجاز است و حجم تولید آن کمتر از تولید سریال نیست. در عین حال، نظارت بر سفتی اتصالات گاز یک فرآیند کار فشرده، زمانبر و پیچیده است، بنابراین انتخاب روشی برای تست سفتی آن با امکان ایجاد بازرسی و غربالگری با کارایی بالا، خودکار تعیین میشود. تجهیزات مبتنی بر آن
بر اساس تجزیه و تحلیل ویژگیهای اصلی روشهای تست سفتی گاز، نتیجهگیری در مورد چشمانداز استفاده از روش مقایسه و روش فشردهسازی که روش تست مانومتریک را برای خودکار کردن کنترل سفتی اتصالات گاز اجرا میکند، انجام شد. در ادبیات علمی و فنی به دلیل حساسیت نسبتاً کم روش تست مانومتریک به این روش ها توجه کمی شده است، اما اشاره می شود که به راحتی خودکار می شود. در عین حال، هیچ روش محاسبه و توصیهای برای انتخاب پارامترهای دستگاههای نظارت بر نشت وجود ندارد که با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش، که بیشترین سازگاری را با عملکرد اتصالات گاز تحت فشار ثابت دارد، انجام شود. در این راستا، پردازش و تحقیق در مورد ابزار نظارت بر سفتی شیرهای گاز ^4g"^IP"ZHNTSh! بر اساس عملکرد بالا، آب بندی و کنترل اتوماتیک
تجهیزات مرتب سازی یک مشکل فوری علمی و عملی است. ارتباط کار با اجرای آن در چارچوب کار تحقیقاتی بودجه دولتی شماره 35-53/302-99 "تحقیق فرآیندهای نظارت و کنترل خودکار سیستم های غیرخطی پیچیده" تأیید می شود.
هدف کار. توسعه و تحقیق ابزاری برای نظارت بر سفتی اتصالات گاز، که برای آن نشتی خاصی از محیط کار مجاز است، و ایجاد بر این اساس دستگاه های کنترل و مرتب سازی با کارایی بالا، خودکار و همچنین توسعه توصیه هایی برای محاسبه و طراحی آنها
برای رسیدن به این هدف، وظایف زیر حل شد:
1. تعیین مدل های ریاضی برای روش های انتخاب شده برای اجرای روش مانومتری آزمایش نشت، که به ما امکان می دهد وابستگی هایی را برای پارامترهای اصلی مدارهای مربوط به این روش های آزمایش ایجاد و مطالعه کنیم و امیدوارکننده ترین روش را برای ایجاد بر اساس آن شناسایی کنیم. وسیله ای برای نظارت بر سفتی اتصالات گاز.
2. یک مطالعه نظری از ویژگی های زمانی طرح های کنترل سفتی برای روش فشرده سازی با فشار تست قطع و روش مقایسه با عرضه مداوم فشار آزمایش انجام دهید، که به شناسایی راه هایی برای کاهش مدت زمان کنترل اجازه می دهد.
3. ایجاد یک راهاندازی آزمایشی و نمونههای اولیه که به ما امکان میدهد دقت، ویژگیهای استاتیکی و دینامیکی دستگاههای نظارت بر نشت را مطالعه کنیم.
5. توسعه طرحها و طرحهای استاندارد که اتوماسیون کنترل سفتی اتصالات گاز را با استفاده از روش مانومتریک و همچنین الگوریتمهایی برای محاسبه خودکار پارامترهای عملیاتی و عناصر ساختاری آنها فراهم میکند.
روش های پژوهش. مطالعات نظری بر اساس قوانین دینامیک گاز، روشهای ریاضیات محاسباتی با استفاده از ابزارهای محاسباتی مدرن انجام شد. مطالعات تجربی با استفاده از پردازش آماری نتایج اندازه گیری و محاسبات احتمالی انجام شد.
تازگی علمی:
عبارات ریاضی پیشنهاد شده است که وابستگی زمان کنترل سفتی را با مقایسه با عرضه مداوم فشار آزمایش بر روی مقدار این فشار، مقدار نشت کنترل شده، پارامترهای طراحی خطوط مرجع و اندازه گیری دستگاه کنترل ایجاد می کند. تحت حالت های مختلف گاز دینامیکی عملکرد آن.
وابستگی تحلیلی فشار اندازهگیری به مقدار نشتی کنترلشده، حساسیت کنترل سفتی با مقایسه با مقدار فشار تست و نشت تحت شرایط مختلف جریان گاز در چوکهای ورودی خطوط دستگاه کنترل بهدست آمد.
ارزش عملی:
طراحی یک حسگر سفتی با ویژگیهای عملکردی بهبود یافته برای خودکارسازی روش تست مانومتریک، محافظت شده توسط ثبت اختراع RF شماره 2156967، و روشی برای محاسبه آن ایجاد شده است.
طرحهایی برای یک پایه تست خودکار چند موقعیتی برای تست نشت با استفاده از روش مقایسه با عرضه مداوم فشار تست و دستگاههای اصلی آن، که توسط اختراعات RF شماره 2141634، شماره 2194259 محافظت میشود، ایجاد شده است. روش های محاسبه و توصیه هایی برای انتخاب پارامترهای عملیاتی این سازه ها پیشنهاد شده است.
الگوریتمهایی برای انتخاب خودکار و محاسبه پارامترهای دستگاههایی که برای خودکارسازی نظارت بر تنگی با استفاده از روش تست مانومتری طراحی شدهاند، پیشنهاد شدهاند.
موارد زیر برای دفاع ارائه می شود:
مشخصات زمانی مدار کنترل سفتی در مقایسه با تامین مداوم فشار تست و نتایج مطالعه نظری و تجربی آنها.
نتایج یک مطالعه نظری تأثیر مقدار فشار آزمایش، مقدار نشتی بر حساسیت کنترل نشتی با استفاده از روش مقایسه و ارزیابی مقایسه ای حساسیت این روش با حساسیت روش فشرده سازی کنترل نشتی.
نتایج مطالعات مشخصه های استاتیکی، دینامیکی و دقت دستگاه نظارت بر نشتی در مقایسه با عرضه مداوم فشار تست.
مدل ریاضی فرآیندهای فیزیکی رخ داده در حسگر سفتی در روش تست مانومتریک و روش محاسبه آن
طرحهای جدید یک پایه تست چند موقعیت خودکار برای تست نشتی، یک سنسور نشتی با ویژگیهای عملکردی بهبود یافته، ارائه اتوماسیون تست نشت با استفاده از روش تست مانومتریک.
تایید کار. نتایج اصلی کار پایان نامه در چهارمین کنفرانس علمی و فنی بین المللی "مهندسی و فناوری مونتاژ ماشین" (Rzeszow، لهستان) گزارش و مورد بحث قرار گرفت.
2001)، در کنفرانس سراسر روسیه با مشارکت بین المللی "فرایندهای فنی مترقی در مهندسی مکانیک" (Tolyatti، 2002)، در ششمین کنفرانس علمی و فنی سنتی کشورهای CIS "فرآیندها و تجهیزات تولید محیط زیست" (ولگوگراد، 2002). ، در کنفرانس بین المللی "مشکلات فعلی طراحی و پشتیبانی تکنولوژیکی تولید ماشین سازی" (ولگوگراد، 2003)، در کنفرانس علمی و فنی بین منطقه ای "فناوری های پیشرفته و تجهیزات اتوماسیون در صنعت" (ولگوگراد، 1999)، در کنفرانس ها دانشمندان جوان منطقه ولگوگراد (ولگوگراد، 1997-2004)، در کنفرانس های علمی سالانه دانشگاه فنی دولتی ولگوگراد (1997-2005).
انتشار. مواد اصلی پایان نامه در 21 اثر منتشر شده از جمله 3 ثبت اختراع فدراسیون روسیه منتشر شد.
حجم کار پایان نامه در 158 صفحه متن تایپی، مصور با 44 شکل، 7 جدول و مشتمل بر یک مقدمه، 4 فصل، نتیجه گیری کلی، فهرست منابع 101 عنوان و 2 پیوست در 18 صفحه ارائه شده است.
مقدمه ارتباط کار را اثبات می کند و محتوای آن را به اختصار بیان می کند.
فصل اول اصطلاحات و تعاریف اصلی مورد استفاده در تحقیق را ارائه می کند. خاطرنشان می شود که کنترل سفتی اتصالات گازی که تحت فشار کار می کنند یک نوع آزمایش غیر مخرب است که شامل اندازه گیری یا ارزیابی نشتی کل یک ماده آزمایشی است که از طریق نشتی ها نفوذ می کند برای مقایسه با مقدار نشتی مجاز. در این مطالعه، اشیاء آزمایشی شامل تجهیزات اتوماسیون پنوماتیک صنعتی است که تحت فشار تا 1.0 مگاپاسکال کار میکنند، و شیرهای قطع برای اجاقهای گاز خانگی که با فشار تا 3000 Pa کار میکنند. ویژگیهای نظارت بر سفتی اتصالات گاز در نظر گرفته شده است. بر اساس بررسی ادبیات علمی، فنی و ثبت اختراع، طبقهبندی روشهای آزمایش نشت گاز و ابزار اجرای آنها پیشنهاد شده است. بررسی و تجزیه و تحلیل طرح های شناخته شده سنسورها، سیستم های خودکار و دستگاه های نظارت بر نشتی ارائه شده است که نتیجه گیری در مورد مزایا و چشم اندازهای استفاده از روش تست مانومتریک برای ایجاد سیستم های کنترل خودکار برای اتصالات گاز را ممکن می سازد.
بر اساس مطالب فوق، هدف و مقاصد تحقیق نظری و تجربی تدوین شده است.
فصل دوم مسائل مربوط به مطالعه نظری وابستگی های زمانی و ارزیابی حساسیت هنگام نظارت بر سفتی با استفاده از روش مقایسه با عرضه مداوم فشار تست را مورد بحث قرار می دهد.
رژیمهای جریان احتمالی از طریق آببندها در صورت وجود نشتی در اجسام مورد بررسی (اتصالات گاز) تعیین میشوند که میتواند آرام و متلاطم باشد.
شکل 1، a نموداری را نشان میدهد که کنترل سفتی را در مقایسه با عرضه مداوم فشار آزمایشی توضیح میدهد. نمودار شامل یک خط اندازهگیری IL و یک خط فشار مرجع EL است که ورودیهای آن به یک منبع مشترک فشار آزمایش p0 متصل است. و خروجی ها به اتمسفر متصل می شوند. خط فشار مرجع حاوی یک مقاومت پنوماتیک ورودی (دریچه گاز) با ظرفیت حجمی قابل تنظیم و یک مقاومت پنوماتیک خروجی با رسانایی قابل تنظیم /2 است که برای تنظیم مدار در نظر گرفته شده است. خط اندازه گیری حاوی یک مقاومت پنوماتیک ورودی با رسانایی /3 و یک جسم آزمایشی OI است که می تواند به عنوان یک ظرف با حجم Va نمایش داده شود که دارای جریانی معادل جریان گاز از طریق مقاومت پنوماتیک با رسانایی /4 است. مقایسه فشار در خطوط مدار با استفاده از دستگاه اندازه گیری فشار تفاضلی IU انجام می شود. هر خط از نمودار نشان دهنده یک مخزن جریان است.
وابستگی های گرافیکی تغییرات فشار در خطوط اندازه گیری و مرجع این مدار کنترل سفتی در شکل نشان داده شده است. 1، ب. پشت-
برنج. 1 کنترل تنگی با روش مقایسه الف - نمودار کنترل، ب - وابستگی های گرافیکی.
ناحیه تاریک، محدود شده توسط مقادیر فشار p0 و pg، ناحیه مربوط به نشتی مجاز است.خط فشار مرجع p در مرز پایینی منطقه تنظیم شده است (نمودار 1). اگر در محصول کنترل شده نشتی وجود نداشته باشد، فشار حالت پایدار در خط اندازه گیری برابر با فشار آزمایش p0-p0 خواهد بود و با مرز بالایی ناحیه تیره شده مطابقت دارد (نمودار 2). اگر مقدار نشتی در حد مجاز باشد، فشار حالت پایدار p"i در خط اندازهگیری در ناحیه سایهدار خواهد بود (نمودار 3). اگر مقدار نشتی بیش از مقدار مجاز باشد، فشار حالت پایدار p "i زیر ناحیه تاریک خواهد بود (نمودار 4) بنابراین، ثبت نسبت pb و p پس از زمان کنترل ¡k را می توان بر اساس میزان نشت گاز و در نتیجه بر روی سفتی محصول آزمایش قضاوت کرد.
معادلات برای یک مخزن جریان با چوک های ورودی و خروجی به دست آمد که مربوط به:
1شرایط مرزی انتقال از جریان آشفته به جریان آرام در دریچه گاز ورودی آرام بسته به نشتی
جایی که Ru فشار حالت پایدار در مخزن جریان است، قطر دریچه گاز ورودی است.
شرایط مرزی برای انتقال از جریان آرام به جریان آشفته در دریچه گاز آرام خروجی بسته به نشتی
RLRg-RshG- 3.314-10"(2)
که در آن ¡2 طول چوک خروجی است.
شرایط مرزی برای انتقال از جریان آشفته به جریان آرام در دریچه گاز ورودی آشفته بسته به نشتی
2 8.536-10" P0----
وابستگی برای محاسبه فواصل زمانی برای شرایط مختلف جریان گاز در چوک های ورودی و خروجی در یک مخزن جریان تعیین شده است، که بر اساس آن، و همچنین معادلات (1.3)، وابستگی برای محاسبه زمان کنترل، ارائه شده در جدول 1، به دست آمده است. نمادهای زیر در این وابستگی ها استفاده می شود: рл - فشار مرزی برای دریچه گاز ورودی. rt2 - فشار محدود برای دریچه گاز خروجی
در نتیجه بررسی وابستگی زمان آزمون r=f(/?) به فشار در مخزن جریان، مشخص شد که به منظور کاهش زمان کنترل سفتی در طرح های انجام شده با استفاده از روش مقایسه، لازم است : کاهش فشار تست؛ حجم خطوط مرجع و اندازه گیری را برابر و حداقل ممکن تنظیم کنید. مدت زمان نظارت را برابر با زمان لازم برای رسیدن به فشار ثابت در خط مرجع تنظیم کنید.
فرمول ها برای تعیین حساسیت U و سفتی کنترل با استفاده از روش مقایسه محاسبه شده اند:
در حالت تحت بحرانی آشفته در دریچه گاز ورودی
\Pm، + P* Po-Puy، که در آن Ue، p^ نشت و فشار حالت پایدار در خط مرجع است، pi فشار مربوط به آستانه حساسیت دستگاه گیج فشار دیفرانسیل است.
با جریان آرام در دریچه گاز ورودی
جدول 1 وابستگی های زمانی برای محاسبه زمان کنترل
گزینه های نسبت فشار
توالی تغییرات در رژیم های جریان در چوک های ورودی و خروجی در طول فرآیند گذرا
وابستگی های زمانی
Rp >Ru Ru >2 r، Ra *4r„ Ra<2рл
1.آشفتگی فوق بحرانی-لامینار -> 2.آشفتگی فوق بحرانی-آشفتگی زیربحرانی-»Zturbulent supercritical-turbulent supercritical-^ 4.turbulent subcritical-turbulent supercritical
■ ag^!^- - - 2kt -
-(0.5яAt - 1p| D? -2A، y[Sh) - A 1p|*t - 0.5| +
به،. .1-^- +<7-9,2 2ЙТ 12
انگلستان، \ 2، „، | !
ظرفیت دریچه گاز ورودی در جریان آشفته،
*،„ = - H)،
/V) >/>y Ru >2/".، L،
1.آشفتگی فوق بحرانی-لامینار ->
2 فوق بحرانی آشفته - فوق بحرانی آشفته - "زیر بحرانی آشفته - فوق بحرانی آشفته
-(0.5*4، - 1p|D5- 2kt + A 1p|Lt - 0.5| -
A 1n|*7 - 2^ + t 1i
وابستگی گرافیکی 4 حساسیت به فشار مربوط به نشتی مجاز، U, =f(pd) برای روش فشرده سازی کنترل نشتی و Uch =F (Pz) برای کنترل نشتی با استفاده از روش مقایسه در مقادیر مختلف rp
×10 متر بر ثانیه
الف"آی"
در شکل ارائه شده اند. 3 و با دیسک 3 34 36 38 4
p0 شخصی - در شکل. 4. هنگام مقایسه، نمودارهای شکل 3 "^„¿^^ y,^)؛ ! _
ارزیابی حساس - ^=3000 Pa, 2-/,„=2000 Pa. نمودارهای وابستگی کنترل سفتی اجزاء: uch = Ф^):3^п = 3000Pa;4-Рп = 2000Ш.
X10 "*m" /s /
R>"RF>
با استفاده از روش فشرده سازی و روش مقایسه مورد مطالعه، مشخص شد که با عملکرد مشابه 3 5 پارامتر، فشار تست یکسان و آستانه حساسیت دستگاه اندازه گیری مانومتریک 2 اینچ، حساسیت مدارهای کنترلی 1.5 بر اساس انجام شده است. به روش مقایسه،) به طور متوسط 40 درصد بالاتر است
بر اساس نتایج نظری - 3 3.2 3.4 3.6 3.8
تحقیقات فنی در مورد توانایی - شکل. 4 نمودار وابستگی У„ =<р (рд):1-
مقایسه با عرضه مداوم - ^ - 5 "Pa؛ 2-р„ = 4.5-10511a؛ 3-d، = 4-105Pa.
که فشار تست آن _ . ., / \ . ،
نمودارهای 1aniimoS1 و U = Ф (р«،):4 р„ = 5 -10 Pa، توصیه هایی برای محاسبه پیشنهاد شده است. ^"
انتخاب پارامترها به عنوان پایه 5 - p0 = 4.5 10 Pa. 6~rho =410 Pa. توسعه روشی برای محاسبه و طراحی دستگاه هایی برای نظارت بر سفتی اتصالات گاز با استفاده از این روش.
فصل سوم نتایج یک مطالعه تجربی ویژگی های استاتیکی و دینامیکی مدار کنترل سفتی را با استفاده از روش مقایسه ارائه می کند.
این تحقیق بر روی یک نیمکت آزمایشگاهی ویژه انجام شد که مجهز به ابزار اندازه گیری لازم است و از آماده سازی هوای فشرده برای خلوص و تثبیت فشار در محدوده مورد نیاز و همچنین بر روی یک نصب آزمایشی که امکان شبیه سازی دستگاه های کنترل نشتی را فراهم می کند، اطمینان حاصل می کند. و بررسی ویژگی های آنها. مطالعه تجربی با توجه به روش توسعهیافته با استفاده از نمونههای سریالی از شیرهای قطع کن برای اجاقهای گاز خانگی (در فشار تست کم)، تجهیزات اتوماسیون پنوماتیک (در فشار تست متوسط و بالا) و همچنین مدلهای نشتی انجام شد.
برای بررسی عملکرد مدار کنترل سفتی، که با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش انجام شد، آزمایشی برای تعیین مشخصه p = /(g) - تغییر فشار در خطوط آن در طول زمان کنترل در فشار بالا (شکل 5، a)، فشار تست پایین (شکل 5.6)، که برای کنترل سفتی در اتصالات گاز مختلف استفاده می شود. تجزیه و تحلیل وابستگی های گرافیکی به دست آمده نشان داد که تفاوت بین مقادیر محاسبه شده و آزمایشی فشار در مخزن خط در طول کل نمودارها بیش از 6٪ نیست.
برای تایید عملی امکان استفاده از خطوط با کانتینر جریان برای ساخت طرحهای کنترل سفتی با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش، ویژگیهای تجربی آنها p = /(?) برای مقادیر مختلف تعیین شد. نشت هوا: V< Уя < У2. В эксперименте были приняты параметры, соответствующие техническим характеристикам 21 наименования пневмоаппаратуры, приведенным в нормативно-технических материалах. На рис. 6 приведены гра-
p نظری، kPa -1
نظری
0 10 20 30 40 50 60 70 /، 0 20 40 60 80 100 120 140 تن، ثانیه
شکل 5 نمودار مشخصه p = f(t) ظرفیت جریان خط در فشار آزمایش: a - بالا (0.4 مگاپاسکال). b - کم (15 کیلو پاسکال)
خصوصیات p = /(r)، که به طور تجربی در فاصله تغییرات فشار کوچک، که مربوط به بخش کاری است، به دست آمده است. مشخصه 1 مربوط به مقدار نشتی V) = 1.12-10-5 m3 /s برای محصولات مناسب. مشخصه 2 - نشتی U = 1.16-10"5 m3 / s؛ مشخصه 3 - نشت U2 = 1.23-10 ~ 5 m3 / s برای محصولات معیوب. مقدار مربوط به زمان رسیدن به فشار ثابت در صورت نشت U! است. مقدار 12 - زمان رسیدن به فشار ثابت در صورت نشتی V d؛ مقدار r3 زمان رسیدن به فشار ثابت در صورت نشتی V2 است. بنابراین مشخصه های تجربی بدست آمده p = /(/) ( شکل 6) نتایج حاصل از یک مطالعه نظری را در مورد امکان ساخت دستگاه هایی برای نظارت بر سفتی مطابق نمودار روش مقایسه با عرضه مداوم فشار آزمایش تأیید می کند. علاوه بر این، در خط مرجع فشار ra باید مطابق با نشتی مجاز برای محصول تحت نظارت (گراف 2)؛ در خط اندازه گیری طرح در طول زمان کنترل /k، فشار ra مطابق با نشتی در محصول معتبر (گراف 1) یا محصول معیوب (گراف 3) ایجاد می شود. تفاوت بین p و pk اندازه گیری نشت گاز در محصول کنترل شده است در این حالت زمان کنترل باید برابر با زمان 12 تنظیم شود تا فشار ثابت در خط مرجع به دست آید که مطابق با مقدار مورد نیاز خواهد بود. همان زمان حداقل قابل قبول< Уд. В случае бракованного изделия, у которого У >ud، زمان رسیدن به مقدار حالت پایدار طولانی تر خواهد بود و ممکن است در طول کار مدار حفظ نشود.
در شکل 7 نمودارهایی از ویژگی های / = / (U) یک خط با جریان را نشان می دهد
ظرفیت. تجزیه و تحلیل ویژگی های گرافیکی ارائه شده / = / (U) نشان داد که تفاوت بین مقادیر زمانی تجربی و محاسبه شده بیش از 5٪ نیست.
برنج. 6 نمودار خصوصیات p = /(I) شکل. 7 نمودار مشخصات /s
مطالعه شخصیت پردازی تجربی؟ = / (K) توصیه نظری را تأیید کرد که هنگام استفاده از طرحهای نظارت بر تنگی با استفاده از روش مقایسه، لازم است از حجم مساوی خطوط مرجع و اندازهگیری اطمینان حاصل شود که خطای کنترل را کاهش میدهد. در عین حال، حجم خطوط باید تا حد امکان کوچک باشد (ترجیحا کمتر از 4-10 اینچ 4 متر مربع)، که امکان کاهش زمان بازرسی و در نتیجه افزایش بهره وری دستگاه های بازرسی و مرتب سازی را فراهم می کند.
در شکل شکل 8 نمودارهای مشخصه استاتیک рт - /(У) را نشان می دهد که در فشار تست بالا (/?о~0.4 مگاپاسکال)، پایین (р0=15 کیلو پاسکال) و قطرهای مختلف چوک های ورودی به دست آمده است. از تجزیه و تحلیل ویژگی های به دست آمده
برنج. 8 ویژگی های تجربی rt = ((U) خط اندازه گیری مدار کنترل سفتی: a - p0 = 0.4 مگاپاسکال؛ b - p0 = 15 کیلو پاسکال
خصوصیات рк = /(У) به شرح زیر است: با افزایش فشار تست р, حساسیت مدار کنترل کاهش می یابد که با وابستگی های تحلیلی مطابقت دارد. با کاهش قطر d چوک ورودی خط اندازهگیری، حساسیت مدار کنترل افزایش مییابد، اما در عین حال دامنه نشتی کنترلشده کاهش مییابد، که برای افزایش آن افزایش فشار تست pa مورد نیاز است. علاوه بر این، مقدار فشار p>y در مرجع
خط مربوط به نشتی مجاز U d را می توان بسته به حساسیت مورد نیاز و پارامترهای عملیاتی مدار کنترل با توجه به نمودارهای تجربی مربوطه ϭu = /(U) تنظیم کرد. در این حالت، p>y با مقدار pyu برای Y4 معین منطبق خواهد شد. گزینه های ممکن برای انتخاب p.)y برای یک UD خاص با یک خط نقطه چین در نمودارها در شکل نشان داده شده است. 8.
بررسی تجربی عملکرد و ارزیابی ویژگیهای دقت دستگاه برای پایش نشت با استفاده از روش مقایسه:
کار بر روی نمونه اولیه این دستگاه انجام شد. برای بررسی عملکرد دستگاه برای نظارت بر نشتی، مطالعه مشخصه عملکرد آن Dr = fit) انجام شد - وابستگی اختلاف فشار در خطوط اندازه گیری و مرجع به مدت زمان کنترل در مقادیر مختلف نشت، که در شکل 9 نشان داده شده است. از تجزیه و تحلیل مشخصات نمودارهای به دست آمده Dr = /(0 نتیجه می شود که برای هر مقدار - شکل 9 نمودارهای مشخصه عملیاتی نرخ نشت Y، در طول زمان کنترل؟„= 63s قبل = TO
مقدار معینی از افت فشار Ap تعیین می شود که دقیقاً مربوط به این مقدار نشتی است که با آن می توان مناسب بودن یا نقص محصول کنترل شده را از نظر پارامتر "سفتی" قضاوت کرد.
ما خطای دستگاه های 5K را بر اساس یک مدار مقایسه به عنوان کل خطای ریشه میانگین مربع طبق فرمول تعریف می کنیم.
= ^ + 5d2+5y2+5р2+5„2, (6)
که در آن SM خطای سنسور فشار دیفرانسیل است. SD - خطای ناشی از پارامترهای غیر یکسان چوک های ورودی؛ Sy خطا در تعیین نشتی در خط مرجع است. Sp - خطای ناشی از بی ثباتی فشار تست؛ Sa خطای ناشی از اختلاف مخازن پنوماتیک در خطوط اندازه گیری و مرجع است. خطای کل دستگاه که با استفاده از فرمول (6) محاسبه می شود، بیش از 3.5 درصد نیست که نشانگر خوبی برای دقت روش تست مانومتریک است.
برای ارزیابی قابلیت اطمینان مرتب سازی محصولات بر اساس پارامتر
"سفتی" در تجهیزات کنترل و مرتب سازی خودکار، از نصبی استفاده شد که امکان اندازه گیری میزان نشتی در شیرهای قطع کننده گاز را فراهم می کند. در نتیجه اندازه گیری نشت در دسته ای از 1000 محصول، داده های تجربی به دست آمد که در قالب یک جدول و هیستوگرام توزیع فشار معادل میزان نشتی در شیرهای توقف ارائه شد. بر اساس یک محاسبه احتمالی از قابلیت اطمینان مرتب سازی محصولات با توجه به پارامتر "سفتی"، توصیه هایی پیشنهاد شده است که در هنگام راه اندازی دستگاه های کنترل و مرتب سازی خودکار، از ورود محصولات معیوب به موارد قابل قبول جلوگیری می کند.
فصل چهارم به اجرای عملی نتایج تحقیق اختصاص دارد.
شرحی از طرحهای اتوماسیون معمولی برای روش تست مانومتریک و توصیههایی برای طراحی تجهیزات خودکار برای آزمایش نشت ارائه شده است.
طراحی یک سنسور نشتی با ویژگیهای عملکرد بهبودیافته (اختراع ثبت اختراع RF شماره 2156967) ایجاد شده است که برای خودکارسازی روش مانومتریک آزمایش نشتی طراحی شده است که امکان در نظر گرفتن تغییرات فشار گاز آزمایشی در محدوده وسیع و همچنین تنظیم را فراهم میکند. و زمان کنترل را کنترل کنید. یک مدل ریاضی از فرآیندهای فیزیکی رخ داده در حسگر در حین کار آن و روشی برای محاسبه این سنسور پیشنهاد شده است.
برای کنترل سفتی اتصالات گاز، یک پایه خودکار چند حالته قابل تنظیم مجدد با طرح اصلی توسعه یافته است (اختراعات RF شماره 2141634، شماره 2194259)، که کنترل و مرتب سازی اتصالات گاز را بر اساس پارامتر "سفتی" با بهره وری بالا در حالت اتوماتیک، عملیات زیر در جایگاه انجام می شود: بستن و آب بندی محصول در طول آزمایش فشار. تامین گاز آزمایشی محصول و حفظ فشار تست در یک سطح معین با دقت لازم. نگه داشتن محصول تحت فشار تست برای مدت زمان مشخص؛ انتخاب یک دستگاه کنترل بسته به سطح فشار تست؛ اتصال بلوک تست با ماژول کنترل؛ ثبت نتایج کنترل، جدا کردن بلوک تست و ماژول کنترل، باز کردن محصول. اجرای حرکت پلکانی میز دوار با زمان بندی و دقت لازم.
روشی برای محاسبه پارامترهای ماژول های کنترل پایه ارائه شده است که با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش ساخته شده است.
روش هایی برای محاسبه دو نوع مهر و موم برای اطمینان از نصب قابل اعتماد محصولات بر روی بلوک های آزمایشی یک پایه خودکار پیشنهاد شده است.
یک نوموگرام برای تعیین بهره وری یک پایه خودکار برای آزمایش نشتی ارائه شده است، که بر اساس مدت زمان چرخه عملیاتی پذیرفته شده، امکان تعیین حداکثر بهره وری ساعتی ممکن از پایه، انتخاب تعداد منطقی بلوک های آزمایش و چرخش جدول مناسب را فراهم می کند. سرعت.
الگوریتم هایی برای انتخاب و محاسبه پارامترهای دستگاه به منظور خودکار کردن کنترل تنگی محصول توسعه داده شده است.
نتایج اصلی و نتیجه گیری
1. مشخص شده است که ایجاد دستگاه های خودکار برای نظارت بر تنگی، ساخته شده بر اساس یک طرح مقایسه با عرضه مداوم فشار آزمایش، یک جهت امیدوار کننده در حل مشکل خودکارسازی تست های پذیرش در تولید اتصالات گاز است. امکان سنجی و اثربخشی استفاده از چنین دستگاه های خودکار بر اساس سادگی نسبی و سهولت استفاده آنها، ویژگی های دقت مورد نیاز و همچنین بر انطباق فرآیند کنترل این دستگاه ها با شرایط فنی واقعی عملکرد اتصالات گاز است.
2. وابستگی های زمانی تعیین شده است که مطالعه نظری آن این امکان را فراهم کرده است که به منظور کاهش زمان نظارت بر تنگی با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش، لازم است: انتخاب مرجع و خطوط اندازه گیری مدار کنترل با ظرفیت برابر و حداقل مجاز باشد. کاهش فشار تست؛ مدت زمان نظارت را برابر با زمان لازم برای رسیدن به فشار ثابت در خط مرجع تنظیم کنید.
3. مشخص شده است که در فشارهای آزمایشی و آستانه حساسیت دستگاه های اندازه گیری فشار مورد استفاده، حساسیت مدار کنترل بر اساس روش مقایسه با عرضه مداوم فشار آزمایش بالاتر از حساسیت مدار کنترلی است که روش فشرده سازی.
4. نتایج یک مطالعه از طرحهای کنترل سفتی بر اساس روش مقایسه با عرضه مداوم فشار آزمایش، اختلاف بین ویژگیهای نظری و تجربی را در مناطق کاری آنها بیش از 5٪ نشان داد که تعیین وابستگیها را ممکن میسازد. انتخاب پارامترهای عملیاتی دستگاه های کنترل و مرتب سازی مربوطه.
5. مطالعه تجربی یک مدل آزمایشی از یک دستگاه برای نظارت بر سفتی با اندازه سوراخ و فشار تست مطابق با مشخصات فنی تجهیزات سری پنوماتیک، امکان ایجاد دستگاههای کنترل و مرتبسازی خودکار، ساختهشده بر اساس روش مقایسه را تأیید کرد. ، که خطای آن از 3.5٪ تجاوز نمی کند و حساسیت مربوط به محدوده حساسیت تعیین شده برای روش مانومتری تست نشت است.
10. کلیه روش های محاسبه دستگاه های مورد استفاده برای خودکارسازی تست نشتی در قالب الگوریتم هایی ارائه شده است که به همراه نمودارها و طرح های استاندارد آنها امکان ایجاد تجهیزات CAD برای خودکارسازی روش مانومتری تست نشتی را فراهم می کند.
1. Barabanov V.G. توسعه ابزارهای خودکارسازی روش فشرده سازی کنترل سفتی // فناوری های پیشرفته و وسایل اتوماسیون در صنعت: Mater. بین منطقه ای علمی و فنی Conf., 11-14 سپتامبر. 1999 / VolgP U. - Volgograd, 1999. - P. 14-15.
2. Barabanov V.G. اتوماسیون کنترل تنگی دریچه های قطع کننده گاز و چهارمین کنفرانس منطقه ای محققان جوان منطقه ولگوگراد، ولگوگراد، 8-11 دسامبر 1998: خلاصه ها / VolgSTU، و غیره - ولگوگراد، 1999. - ص 95-96.
3. Barabanov V.G. در مورد مطالعه روش مانومتریک تست تنگی // اتوماسیون تولید فناورانه در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU, - Volgograd, 1999. - P. 67-> 73.
4. Barabanov V.G. راه هایی برای کنترل خودکار سفتی تجهیزات خاموش کننده گاز // کنفرانس منطقه ای V پژوهشگران جوان "منطقه ولگوگراد، ولگوگراد، 21-24 نوامبر 2000: چکیده ها / VolgSTU و دیگران - ولگوگراد، 2001. - صفحات 67-68 .
5. Barabanov V.G. الگوریتم انتخاب مشخصه زمانی یک مدار کنترل نشت دیفرانسیل // اتوماسیون تولید تکنولوژیک در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU - Volgograd, 2001.-P. 92-96.
6. Barabanov V.G. اتوماسیون کنترل کیفیت مونتاژ تجهیزات گاز // تجهیزات و فناوری مونتاژ ماشین آلات (TTMM-01): Mater. IV بین المللی علمی و فنی conf. - Rzeszow, 2001. - P. 57-60.
7. Barabanov V.G. توسعه و تحقیق سنسورهای نشت با عملکرد بهبود یافته // کنفرانس منطقه ای ششم
محققان جوان منطقه ولگوگراد، ولگوگراد، 13-16 نوامبر 2001: خلاصه ها / VolgSTU و دیگران - ولگوگراد، 2002. - صفحات 35-36.
8. Barabanov V.G. عملکرد غرفه های خودکار برای آزمایش نشت گسسته پیوسته // اتوماسیون تولید فناوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU, - Volgograd, 2002. - P. 47-51.
9. Barabanov V.G. اتوماسیون کنترل کیفیت مونتاژ اتصالات گاز با توجه به پارامتر "سفتی" // بولتن موسسه اتومکانیکال: مجموعه مقالات فدراسیون روسیه. conf. با بین المللی، قسمت. "فرایندهای پیشرو در مهندسی مکانیک" / دانشگاه ایالتی تولیاتی. دانشگاه - تولیاتی، 2002. - شماره 1. - ص 27-30.
10. Barabanov V.G. کنترل نشت گاز در تاسیسات صنعتی و خانگی // فرآیندها و تجهیزات تولید محیطی - مواد ششم علمی سنتی. فنی Conf. کشورهای CIS / VolgSTU و غیره - ولگوگراد، 2002. - صفحات 116-119.
11. Barabanov V.G. دستگاه بستن و آب بندی اتوماتیک دریچه های گاز در حین آزمایش نشت // اتوماسیون تولید فن آوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU - Volgograd, 2003. - صص 75-79.
12. Barabanov V.G. اتوماسیون کنترل نشت گاز در شیرهای خاموش // مشکلات فعلی فناوری طراحی! پشتیبانی فنی تولید مهندسی مکانیک: Mater, int. Conf., 16-19 سپتامبر. 2003 / VolgSTU و غیره - ولگوگراد. 2003. - ص 228-230.
13. Barabanov V.G. توسعه تجهیزات خودکار برای نظارت بر سفتی تجهیزات قطع کننده گاز // کنفرانس منطقه ای هشتم محققان جوان منطقه ولگوگراد، ولگوگراد، 11-14 نوامبر، 2003: خلاصه ها / VolgSTU و دیگران - ولگوگراد، 2004. -P. 90-91.
14. Barabanov V.G. بررسی وابستگی های زمانی مدار کنترل سفتی با استفاده از روش مقایسه // Izv. دانشگاه فنی دولتی ولگا. سر. اتوماسیون فرآیندهای فناوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی مقالات - ولگوگراد، 2004. - شماره. 1. - ص 17-19.
15. Dipershtein M.B., Barabanov V.G. ویژگی های ساخت طرح های اتوماسیون برای نظارت بر سفتی دریچه های خاموش // اتوماسیون تولید فن آوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / دانشگاه فنی دولتی ولگ. ولگوگراد، 1997. - ص 31 -37.
16. Dipershtein M.B., Barabanov V.G. استفاده از مدارهای اندازه گیری پل برای خودکارسازی روش گیج فشار کنترل هوا. // اتوماسیون تولید فناورانه در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU - Volgograd, 1998. - صفحات 13-24.
17. Dipershtein M.B., Barabanov V.G. توسعه یک مدل ریاضی استاندارد هشدارهای فشار // اتوماسیون تولید تکنولوژیک در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU - Volgograd, 1999. -S. 63-67.
18. دیپرشتاین م.ب. بارابانوف V.G. اتوماسیون کنترل کیفیت شیرهای قطع گاز با توجه به پارامتر تنگی // اتوماسیون فناوری
تولید منطقی در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU-Volgograd, 2000. - ص 14-18.
19. ثبت اختراع 2141634 RF, MKI in 01 M 3/02. پایه خودکار برای تست محصولات برای نشت / V.G. بارابانوف، M.B. دیپرشتاین، جی.پ. بارابانوف. - 1999، BI شماره 32.
20. ثبت اختراع 2156967 RF, MKI v 01 b 19/08. هشدار فشار / V.G. بارابانوف، M.B. دیپرشتاین، جی.پ. بارابانوف. - 2000، BI K" 27.
21. ثبت اختراع 2194259 RF, MKI در 01 M 3/02. پایه خودکار برای تست محصولات برای نشت / V.G. بارابانوف، جی.پی. بارابانوف. - 2002، BI شماره 34.
امضا شده برای چاپ 21.0؟. 2005 شماره سفارش "522 ■ تیراژ 100 نسخه. چاپ برگه 1.0. فرمت 60 x 84 1/16. کاغذ افست. چاپ افست.
چاپخانه "پلی تکنیک" دانشگاه فنی دولتی ولگوگراد.
400131، ولگوگراد، خ. سووتسکایا، 35
صندوق RNB روسیه
معرفی:.
فصل 1 تجزیه و تحلیل وضعیت مشکل اتوماسیون کنترل سفتی و فرمول بندی مسئله تحقیق.
1.1 اصطلاحات و تعاریف اساسی مورد استفاده در این تحقیق.
1.2 ویژگی های نظارت بر سفتی اتصالات گاز.II
1.3 طبقه بندی روش های آزمایش گاز و تجزیه و تحلیل امکان استفاده از آنها برای نظارت بر سفتی اتصالات گاز.
1.4 بررسی و تجزیه و تحلیل تست نشت خودکار با استفاده از روش مانومتریک.
1.4.1 مبدل ها و حسگرهای اولیه برای سیستم های نظارت بر نشت خودکار.
1.4.2 سیستم های خودکار و دستگاه های نظارت بر نشتی.
هدف و اهداف مطالعه.
فصل دوم مطالعه نظری روش مانومتری تست نشت.
2.1 تعیین رژیم های جریان گاز در اشیاء آزمایشی.
2.2 مطالعه روش فشرده سازی تست نشتی.
2.2.1 مطالعه وابستگی های زمانی هنگام نظارت بر سفتی با استفاده از روش فشرده سازی.
2.2.2 بررسی حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع.
2.3 مطالعه روش مقایسه با تامین مداوم فشار تست.
2.3.1 طرحی برای نظارت بر تنگی با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش.
2.3.2 مطالعه وابستگی های زمانی هنگام نظارت بر تنگی با استفاده از روش مقایسه.
2.3.3 مطالعه حساسیت کنترل سفتی در مقایسه با عرضه مداوم فشار تست.
2-3-4 ارزیابی مقایسه ای حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع و روش مقایسه.
نتیجه گیری در مورد فصل 2.
فصل سوم بررسی تجربی پارامترهای مدارهای کنترل نشتی انجام شده بر اساس روش مقایسه.
3.1 راه اندازی آزمایشی و روش تحقیق.
3.1.1 شرح تنظیمات آزمایشی.
3.1.2 روش مطالعه طرح های نظارت بر نشت.
3.2 مطالعه تجربی طرح کنترل نشت بر اساس روش مقایسه.
3.2.1 تعیین مشخصه p = /(/) خطوط مدار کنترل سفتی.
3-2-2 تحقیق مشخصات زمانی خطوط مدار کنترل سفتی با استفاده از روش مقایسه.
3-2-3 مطالعه مشخصات استاتیکی خط اندازه گیری مدار کنترل سفتی.
3.3. مطالعه تجربی یک دستگاه تست نشت بر اساس روش مقایسه.
3.3.1 مطالعه مدل دستگاه برای تست نشتی با سنسور فشار تفاضلی.
3.3.2 ارزیابی ویژگی های دقت دستگاه ها برای آزمایش نشتی، انجام شده بر اساس طرح مقایسه.
3.4 ارزیابی احتمالی قابلیت اطمینان محصولات مرتب سازی هنگام نظارت بر تنگی با استفاده از روش مقایسه.
3.4.1 مطالعه تجربی توزیع مقدار فشار معادل نشت گاز آزمایش در دسته ای از محصولات.
3.4.2 پردازش آماری نتایج آزمایش برای ارزیابی قابلیت اطمینان مرتب سازی.
4.3 توسعه سنسورهای نشت با ویژگی های عملکرد بهبود یافته.
4.3.1 طراحی سنسور نشتی.
4.3.2 مدل و الگوریتم ریاضی برای محاسبه سنسور نشتی.
4.4 توسعه یک پایه خودکار برای تست نشت
4.4.1 طراحی یک پایه خودکار چند حالته.
4.4.2 انتخاب پارامترها برای مدارهای کنترل نشتی.
4.4.2.1 روش محاسبه پارامترهای مدار کنترل سفتی با استفاده از روش فشرده سازی با قطع.
4-4-2-2 روش محاسبه پارامترهای مدار کنترل سفتی با استفاده از روش مقایسه.
4.4.3 تعیین عملکرد یک پایه خودکار برای آزمایش نشتی.
4.4.4 تعیین پارامترهای مهر و موم برای یک پایه خودکار.
4.4.4.1 روش محاسبه برای دستگاه آب بندی با طوق استوانه ای.
4.4.4.2 روش محاسبه مهر و موم حلقه مکانیکی.
معرفی 2005، پایان نامه علوم اطلاعات، فناوری کامپیوتر و مدیریت، بارابانوف، ویکتور گنادیویچ
یک مشکل مهم در تعدادی از صنایع، افزایش نیاز به کیفیت و قابلیت اطمینان محصولات است. این نیاز فوری به بهبود موارد موجود، ایجاد و اجرای روش ها و ابزارهای جدید کنترل، از جمله کنترل تنگی، که به تشخیص عیب - یکی از انواع کنترل کیفیت سیستم ها و محصولات مربوط می شود، ایجاد می کند.
در تولید صنعتی شیرهای قطع و توزیع، که در آن محیط کار هوای فشرده یا گاز دیگر است، استانداردهای موجود و شرایط فنی برای پذیرش آن معمولاً کنترل صد درصدی پارامتر "سفتی" را تنظیم می کند. واحد اصلی (عنصر کاری) چنین شیرهایی یک جفت متحرک "بدنه پیستون" یا یک عنصر شیر دوار است که در محدوده فشار گسترده ای عمل می کند. برای آب بندی اتصالات گاز از عناصر آب بندی و روان کننده های مختلف (درزگیر) استفاده می شود. در طول عملیات تعدادی از طرح های اتصالات گاز، نشت خاصی از محیط کار مجاز است. بیش از حد مجاز نشتی ناشی از اتصالات گاز بی کیفیت می تواند منجر به عملکرد نادرست (کاذب) تجهیزات تولیدی که روی آن نصب شده است، منجر به بروز حادثه ای جدی شود. در اجاق گازهای خانگی افزایش نشت گاز طبیعی می تواند باعث آتش سوزی یا مسمومیت افراد شود. بنابراین، بیش از حد مجاز نشتی محیط نشانگر با کنترل پذیرش مناسب اتصالات گاز، نشتی، یعنی محصول معیوب تلقی می شود و رفع عیوب باعث افزایش قابلیت اطمینان، ایمنی و پاکیزگی محیطی کل واحد، دستگاه یا دستگاهی می شود که در آن اتصالات گاز استفاده می شود.
نظارت بر سفتی اتصالات گاز یک فرآیند کار فشرده، زمان بر و پیچیده است. به عنوان مثال، در تولید مینی تجهیزات پنوماتیک، 25-30٪ از شدت کار کل و حداکثر 100-120٪ از زمان مونتاژ را به خود اختصاص می دهد. این مشکل را می توان در تولید گسترده و انبوه اتصالات گاز با استفاده از روش های خودکار و ابزار کنترلی حل کرد که باید دقت و بهره وری مورد نیاز را تضمین کند. در شرایط واقعی تولید، حل این مشکل اغلب با استفاده از روشهای کنترلی که دقت لازم را ارائه میدهند، پیچیده میشود، اما به دلیل پیچیدگی روش یا ویژگیهای تجهیزات تست، خودکارسازی آن دشوار است.
حدود ده روش برای آزمایش سفتی محصولات تنها با استفاده از یک محیط آزمایش گازی ایجاد شده است که برای اجرای آن بیش از صد روش و وسیله کنترل مختلف ایجاد شده است. توسعه تئوری و عمل مدرن کنترل سفتی به مطالعات A. S. Zazhigin، A. I. Zapunny، V. A. Lanis، L. E. Levina، V. B. Lembersky، V. F. Rogal، S. G. Sazhina.، Tru-shchenko A. A.، Fadeeva M. L. A.، اختصاص داده شده است.
با این حال، تعدادی از مشکلات و محدودیت ها در توسعه و اجرای ابزارهای کنترل نشت وجود دارد. بنابراین، بیشتر روشهای با دقت بالا را میتوان و باید فقط برای محصولات با اندازههای بزرگ که سفتی کامل در آنها تضمین میشود، اعمال کرد. علاوه بر این، محدودیت های اقتصادی، ماهیت طراحی، عوامل محیطی و الزامات ایمنی برای پرسنل عملیاتی اعمال می شود. در تولید سریال و در مقیاس بزرگ، به عنوان مثال، تجهیزات اتوماسیون پنوماتیک، اتصالات گاز برای لوازم خانگی، که در آن نشتی مشخص از محیط نشانگر در طول آزمایش های پذیرش مجاز است و بنابراین، الزامات برای دقت کنترل کاهش می یابد، این امکان وجود دارد. اتوماسیون آن و بر این اساس، اطمینان از بهره وری بالای تجهیزات کنترل و مرتب سازی مربوطه، که برای کنترل 100٪ کیفیت محصول ضروری است.
تجزیه و تحلیل ویژگیهای تجهیزات و ویژگیهای اصلی روشهای تست سفتی گاز که بیشتر در صنعت مورد استفاده قرار میگیرد به ما این امکان را میدهد که به این نتیجه برسیم که استفاده از روش مقایسه و روش فشردهسازی که روش مانومتریک را اجرا میکند، برای خودکار کردن تنگی امیدوارکننده است. کنترل اتصالات گاز در ادبیات علمی و فنی، به دلیل حساسیت نسبتاً کم این روشهای تست، توجه کمی به آنها شده است، اما اشاره میشود که به راحتی خودکار میشوند. در عین حال، هیچ توصیه ای برای انتخاب و محاسبه پارامترهای دستگاه های نظارت بر نشت که طبق یک طرح مقایسه با عرضه مداوم فشار آزمایش انجام می شود، وجود ندارد. بنابراین، تحقیق در زمینه دینامیک گاز مخازن کور و جریان به عنوان عناصر مدارهای کنترلی و همچنین تکنیک های اندازه گیری فشار گاز به عنوان مبنایی برای ایجاد انواع جدید مبدل ها، حسگرها، دستگاه ها و سیستم های کنترل خودکار سفتی محصولات، امیدوار کننده برای استفاده در تولید گاز، مرتبط و مهم است.
هنگام توسعه و پیاده سازی دستگاه های خودکار نظارت بر نشت، یک سوال مهم در مورد قابلیت اطمینان عملیات کنترل و مرتب سازی مطرح می شود. در این راستا، پایان نامه مطالعه مربوطه را انجام داد که بر اساس آن توصیه هایی ایجاد شد که این امکان را فراهم می کند تا در هنگام مرتب سازی خودکار با توجه به پارامتر "سفتی" محصولات معیوب از ورود به محصولات مناسب حذف شوند. موضوع مهم دیگر اطمینان از عملکرد مشخص شده تجهیزات خودکار است. این پایان نامه توصیه هایی برای محاسبه پارامترهای عملیاتی یک پایه خودکار برای آزمایش نشتی بسته به عملکرد مورد نیاز ارائه می دهد.
این کار شامل یک مقدمه، چهار فصل، نتیجه گیری کلی، فهرست منابع و یک پیوست است.
فصل اول ویژگی های نظارت بر سفتی اتصالات گاز را مورد بحث قرار می دهد، که اجازه می دهد نشت خاصی در حین کار انجام شود. مروری بر روش های آزمایش نشت گاز، طبقه بندی و تجزیه و تحلیل امکان استفاده از آنها برای کنترل خودکار اتصالات گاز ارائه شده است که امکان انتخاب امیدوارکننده ترین - روش مانومتری را فراهم می کند. دستگاه ها و سیستم هایی که اتوماسیون کنترل تنگی را فراهم می کنند در نظر گرفته می شوند. اهداف و مقاصد مطالعه تدوین شده است.
فصل دوم به صورت تئوری به بررسی دو روش کنترل سفتی میپردازد که روش مانومتری را اجرا میکند: فشردهسازی با قطع فشار و روش مقایسه با عرضه مداوم فشار آزمایش. مدلهای ریاضی روشهای مورد مطالعه تعیین شد که بر اساس آن مطالعات ویژگیهای زمانی و حساسیت آنها تحت رژیمهای جریان گاز مختلف، ظرفیتهای خط و نسبتهای فشار مختلف انجام شد که امکان شناسایی مزایای روش مقایسه را فراهم کرد. . توصیه هایی برای انتخاب پارامترهای مدارهای کنترل سفتی ارائه شده است.
در فصل سوم، مشخصه های استاتیکی و زمانی خطوط مدار کنترل سفتی با استفاده از روش مقایسه در مقادیر مختلف نشتی، ظرفیت خط و فشار تست به صورت تجربی بررسی شده و همگرایی آنها با وابستگی های نظری مشابه نشان داده شده است. عملکرد دستگاه برای تست نشت، ساخته شده بر اساس طرح مقایسه، به صورت تجربی مورد آزمایش قرار گرفت و مشخصات دقت دستگاه مورد ارزیابی قرار گرفت. نتایج ارزیابی قابلیت اطمینان محصولات مرتب سازی با توجه به پارامتر "سفتی" و توصیه هایی برای راه اندازی دستگاه های کنترل و مرتب سازی خودکار مربوطه ارائه شده است.
فصل چهارم شرحی از طرحهای اتوماسیون معمولی برای روش تست مانومتریک و توصیههایی برای طراحی تجهیزات خودکار برای آزمایش نشت ارائه میدهد. طرح های اصلی یک سنسور نشتی و یک پایه خودکار چند موقعیتی برای کنترل نشتی ارائه شده است. روشهایی برای محاسبه دستگاههای کنترل نشت و عناصر آنها، که در قالب الگوریتمها ارائه شدهاند، و همچنین توصیههایی برای محاسبه پارامترهای عملکرد یک پایه کنترل و مرتبسازی بسته به عملکرد مورد نیاز پیشنهاد شدهاند.
ضمیمه ویژگیهای روشهای آزمایش نشت گاز و وابستگیهای زمانی را برای توالی احتمالی تغییرات در رژیمهای جریان گاز در یک ظرف جریانی ارائه میکند.
نتیجه پایان نامه با موضوع اتوماسیون کنترل سفتی اتصالات گاز بر اساس روش تست مانومتریک
4. نتایج مطالعه طرحهای کنترل سفتی بر اساس روش مقایسه با عرضه مداوم فشار آزمایش، اختلاف بین ویژگیهای نظری و تجربی را در مناطق کاری آنها بیش از 5٪ نشان داد که تعیین وابستگیها را ممکن کرد. برای انتخاب پارامترهای عملیاتی دستگاه های کنترل و مرتب سازی مربوطه.
5. مطالعه تجربی نمونه اولیه یک دستگاه برای نظارت بر سفتی در مقدار نشتی و فشار تست مربوط به مشخصات فنی تجهیزات سری پنوماتیک، امکان ایجاد دستگاههای کنترل و مرتبسازی خودکار بر اساس روش مقایسه، خطای که از 3.5٪ تجاوز نمی کند و حساسیت با محدوده حساسیت تعیین شده برای روش مانومتری تست نشت مطابقت دارد.
6. روشی برای ارزیابی احتمالی قابلیت اطمینان محصولات مرتبسازی با توجه به پارامتر «سفتی» تعیین شده است و بر اساس آن توصیههایی برای راهاندازی دستگاههای کنترل و مرتبسازی خودکار براساس روش مقایسه ارائه شده است.
7. طرح های اتوماسیون استاندارد برای روش مانومتری تست نشت و توصیه هایی برای طراحی تجهیزات خودکار برای تست نشت پیشنهاد شده است.
8. طراحی یک سنسور سفتی با ویژگی های عملکرد بهبود یافته توسعه یافته است که توسط ثبت اختراع RF شماره 2156967 محافظت شده است، یک مدل ریاضی و روشی برای محاسبه آن پیشنهاد شده است که امکان ارزیابی ویژگی های سنسورهای این نوع را فراهم می کند. در مرحله طراحی
9. طراحی یک پایه تست خودکار چند موقعیتی برای تست نشت ایجاد شده است که توسط پتنت های RF شماره 2141634، شماره 2194259 و توصیه هایی برای تعیین پارامترهای عملکرد پایه بسته به عملکرد مورد نیاز محافظت می شود. روشی برای محاسبه دستگاه نظارت بر نشتی با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش که در طراحی پایه استفاده می شود و روش هایی برای محاسبه دو نوع دستگاه آب بندی که نصب مطمئن محصولات آزمایش شده را تضمین می کند. موقعیت های کاری غرفه پیشنهاد شده است که قابلیت های طراحان تجهیزات خودکار برای کنترل نشتی را افزایش می دهد.
10. کلیه روش های محاسبه دستگاه های مورد استفاده برای خودکارسازی تست نشتی در قالب الگوریتم هایی ارائه شده است که به همراه نمودارها و طرح های استاندارد آنها امکان ایجاد تجهیزات CAD برای خودکارسازی روش مانومتری تست نشتی را فراهم می کند.
کتابشناسی - فهرست کتب بارابانوف، ویکتور گنادیویچ، پایان نامه با موضوع اتوماسیون و کنترل فرآیندهای تکنولوژیکی و تولید (توسط صنعت)
1. دستگاه های خودکار، تنظیم کننده ها و سیستم های محاسباتی: کتابچه راهنمای. ویرایش 3 دوباره کار شد و اضافی / B.D. کوشارسکی، تی.خ. بزنوفسایا، V.A. بک و همکاران؛ تحت عمومی ویرایش B.D. Kosharsky - L.: مهندسی مکانیک، 1976. - 488 p.
2. Ageikin D.I., Kostina E.N., Kuznetsova N.N. سنسورهای کنترل و تنظیم: مواد مرجع. ویرایش دوم، تجدید نظر شده. و اضافی - م.: مهندسی مکانیک، 1965.-928 ص.
3. عزیزوف A.M., Gordov A.N. دقت مبدل های اندازه گیری -م.: انرژی، 1975.-256 ص.
4. Afanasyeva L.A., Karpov V.I., Levina L.E. مشکلات پشتیبانی مترولوژیکی برای کنترل تنگی // نقص سنجی. -1980. -شماره 11. ص 57-61.
5. Babkin V.T., Zaichenko A.A., Aleksandrov V.V. سفتی اتصالات ثابت سیستم های هیدرولیک. م.: مهندسی مکانیک، 1977. - 120 ص.
6. Barabanov V.G. در مورد مطالعه روش مانومتریک تست تنگی // اتوماسیون تولید فناورانه در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU Volgograd, 1999. - صص 67-73.
7. Barabanov V.G. الگوریتم انتخاب مشخصه زمانی یک مدار کنترل نشت دیفرانسیل // اتوماسیون تولید تکنولوژیک در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU Volgograd, 2001. -P. 92-96.
8. Barabanov V.G. اتوماسیون کنترل کیفیت مونتاژ تجهیزات گاز // تجهیزات و فناوری مونتاژ ماشین آلات (TTMM-01): Mater. IV بین المللی علمی و فنی Conf. Rzeszow, 2001. - صص 57-60.
9. Barabanov V.G. عملکرد غرفه های خودکار برای آزمایش نشت گسسته پیوسته // اتوماسیون تولید فناوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU.-Volgograd, 2002. P. 47-51.
10. Barabanov V.G. کنترل نشت گاز در تاسیسات صنعتی و خانگی // فرآیندها و تجهیزات تولید محیطی: مواد ششم علمی سنتی. فنی Conf. کشورهای CIS / VolgSTU و غیره - ولگوگراد، 2002. -P. 116-119.
11. Barabanov V.G. دستگاه بستن و آب بندی اتوماتیک دریچه های گاز در حین آزمایش نشت // اتوماسیون تولید فن آوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU Volgograd, 2003.-P. 75-79.
12. Barabanov V.G. بررسی وابستگی های زمانی مدار کنترل سفتی با استفاده از روش مقایسه // Izv. دانشگاه فنی دولتی ولگا. سر. اتوماسیون فرآیندهای فناوری در مهندسی مکانیک: بین دانشگاهی. نشست مقالات علمی ولگوگراد، 2004.-جلد. 1.-S. 17-19.
13. Belyaev M.M., Khitrovo A.A. اندازه گیری جریان گسترده // سنسورها و سیستم ها. 2004. -شماره 1. - ص 3-7.
14. Belyaev N.M., Uvarov V.I., Stepanchuk Yu.M. سیستم های پنومو هیدرولیک محاسبه و طراحی / ویرایش. N.M. بلیاوا. م.: بالاتر. مدرسه، 1988. -271 ص.
15. Beloshitsky A.P., Lanina G.V., Simulik M.D. تجزیه و تحلیل خطای روش "حباب" برای اندازه گیری نرخ جریان گاز پایین. //فناوری اندازه گیری. 1362.-شماره 9.-ص.65-66.
16. Boytsova T.M., Sazhin S.G. قابلیت اطمینان کنترل اتوماتیک سفتی محصول. // تشخیص عیب. 1980. -شماره 12. - ص 39-43.
17. Bridley K. اندازه گیری مبدل: راهنمای مرجع: ترجمه. از انگلیسی م.: انرژی، 1991. - 144 ص.
18. تکنولوژی خلاء: هندبوک / E.S. فرولوف، وی. مینایچف، A.T. الکساندروا و دیگران؛ تحت عمومی ویرایش E.S. فرولووا، وی. مینایچوا. م.: مهندسی مکانیک، 1985. - 360 ص.
19. Vigleb G. سنسورها: Per. با او. -م.: میر، 1368. -196 ص.
20. Vlasov-Vlasyuk O.B. روش های تجربی در اتوماسیون م.: مهندسی مکانیک، 1969. -412 ص.
21. Vodyanik V.I. غشاهای الاستیک م.: مهندسی مکانیک، 1974. -136 ص.
22. Gusakov B.A., Kabanov V.M. یک دستگاه ساده برای شمارش حباب ها هنگام آزمایش واحدهای پنوماتیک برای نشت // تجهیزات اندازه گیری. 1979. شماره Yu-S. 86-87.
23. Gusev V.I., Zavodko I.V., Karpov A.A. سنسورهای سالن ساخته شده از آرسنید هلیوم و سنسورهای مبتنی بر آنها // ابزار و سیستم های کنترل. 1986،-شماره 8.-س. 26-27.
24. Dipershtein M.B., Barabanov V.G. ویژگی های ساخت طرح های اتوماسیون برای نظارت بر سفتی دریچه های خاموش // اتوماسیون تولید فن آوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU. - Volgograd, 1997.-P. 31-37.
25. Dipershtein M.B., Barabanov V.G. توسعه یک مدل ریاضی استاندارد هشدارهای فشار // اتوماسیون تولید تکنولوژیک در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU - Volgograd, 1999. P. 63-67.
26. دیپرشتاین م.ب. بارابانوف V.G. اتوماسیون کنترل کیفیت دریچه های قطع کننده گاز با توجه به پارامتر تنگی // اتوماسیون تولید فناوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU-Volgograd, 2000.-P. 14-18.
27. Dmitriev V.N., Gradetsky V.G. اصول اتوماسیون پنوماتیک م.: مهندسی مکانیک، 1973. - 360 ص.
28. دیمیتریف V.N.، Chernyshev V.I. محاسبه ویژگی های زمانی اتاق های پنوماتیک جریان از طریق // اتوماسیون و تله مکانیک. 1958. - T. XIX، شماره 12. -با. 1118-1125.
29. ژیگولین یو.ن. نظارت بر تنگی ظروف بزرگ // فن آوری اندازه گیری. 1975. - شماره 8 - ص 62-64.
30. زلمانزون جی.ا. روش های آیرودینامیکی برای اندازه گیری پارامترهای ورودی سیستم های اتوماتیک M.: Nauka، 1973. - 464 p.
31. زلمانزون جی.ا. عناصر جریان دستگاه های نظارت و کنترل پنوماتیک. M.: آکادمی علوم اتحاد جماهیر شوروی، 1961. - 268 ص.
32. Zapunny A.I., Feldman JI.C., Rogal V.F. نظارت بر سفتی سازه ها کیف: تکشکا، 1976. - 152 ص.
33. محصولات مهندسی مکانیک و ابزارسازی. روش های تست نشت الزامات عمومی: GOST 24054-90. م. 1990. - 18 ص.
34. Karandina V.A., Deryabin N.I. واحد جدید نظارت بر نشت UKGM-2 // ابزار و سیستم های کنترل. 1973. -№9- ص 49-50.
35. Karataev R.N., Kopyrin M.A. فلومترهای فشار دیفرانسیل ثابت (روتامتر). م.: مهندسی مکانیک، 1980. - 96 ص.
36. کوگان I.III., Sazhin S.G. طراحی و تنظیم دستگاه های اندازه گیری پنوموآکوستیک. م.: مهندسی مکانیک، 1980. - 124 ص.
37. Kolman-Ivanov E.E. ماشین آلات اتوماتیک برای تولید مواد شیمیایی. نظریه و محاسبه - M.: Mashinostroenie, 1972. 296 p.
38. کنترل و اندازه گیری ماشین آلات و ابزار برای خطوط اتوماتیک. / M.I. کوچنوف، ای.ال. آبرامزون، ع. گلیکین و همکاران. تحت عمومی ویرایش M.I. کوچه نوا. م.: مهندسی مکانیک، 1965. - 372 ص.
39. Kremlevsky P.P. دبی سنج ها و شمارشگرهای کمیت: کتابچه راهنمای ویرایش چهارم، تجدید نظر شده. و اضافی JI.: مهندسی مکانیک. لنینگر بخش، 1989. - 701 ص.
40. Kuznetsov M.M., Usov B.A., Starodubov V.S. طراحی تجهیزات تولید خودکار. م.: مهندسی مکانیک، 1987. -288 ص.
41. Levina L.E., Sazhin S.G. مشخصات کلی و مشکلات تکنولوژی تشخیص نشت مدرن // تشخیص عیب. 1978. -شماره 6. - ص 6-9.
42. Levina L.E., Sazhin S.G. روش مانومتری کنترل سفتی // تشخیص عیب. 1980. - شماره 11. - ص 45-51.
43. Levina L.E., Pimenov V.V. روش ها و تجهیزات برای نظارت بر سفتی تجهیزات خلاء و محصولات ابزار دقیق. م.: مهندسی مکانیک، 1985.-70 ص.
44. Lembersky V.B. اصول طراحی عملیات تست پنوماتیک و هیدرولیک // فناوری اندازه گیری. 1979. - شماره 1. - ص 44-46.
45. Lembersky V.B., Vinogradova E.S. در مورد تأثیر حالت خروجی بر تفسیر نتایج کنترل نشت. // تشخیص عیب. 1979. شماره 6. - ص 88-94.
46. Lepetov V.A., Yurtsev L.N. محاسبات و طراحی محصولات لاستیکی. -L.: Chemistry, 1987.-408 p.
47. Makarov G.V. دستگاه های آب بندی. ل.: مهندسی مکانیک، 1973232 ص.
48. تست غیر مخرب: در 5 کتاب. کتاب 1. سوالات عمومی. کنترل با مواد نافذ: راهنمای عملی / A.K. گورویچ، I.N. ارمولوف، اس.جی. ساژین و همکاران; اد. V.V. سوخوروکوا م.: دبیرستان، 1992. - 242 ص.
49. تست و تشخیص غیر مخرب: هندبوک / V.V. کلیوف، F.R. سوسنین، V.N. فیلینوف و دیگران؛ تحت عمومی ویرایش V.V. کلیووا. م.: مهندسی مکانیک، 1995. - 488 ص.
50. Osipovich L.A. حسگرهای مقادیر فیزیکی م.: مهندسی مکانیک، 1979. - 159 ص.
51. اجاق گاز خانگی. شرایط فنی عمومی: GOST 18460-91. -م. 1991.-29 ص.
52. تجهیزات مینی پنوماتیک: مواد راهنما / E.A. راگولین، A.P. پنج در، A.F. کاراگو و همکاران تحت عمومی ویرایش A.I. کودریاوتسف و وی.یا. سیریتسکی. -M.: NIIMASH, 1975. 84 p.
53. دستگاه ها و سیستم های پنوماتیک در مهندسی مکانیک: دایرکتوری / E.V. هرتس، A.I. کودریاوتسف، O.V. لوژکین و دیگران؛ تحت عمومی ویرایش E.V. هرتز م.: مهندسی مکانیک، 1981. - 408 ص.
54. محرک های پنوماتیکی. الزامات فنی عمومی: GOST 50696-94. م. 1994.-6 ص.
55. طراحی دستگاه های پنوماتیک برای اندازه گیری های خطی BV-ORTM-32-72: Guiding Materials / A.E. Avtsin، V.I. دمین، جی.آی. Ivanova et al. M.: NIIMASH, 1972. - 308 p.
56. Rabinovich S.G. خطای اندازه گیری. L.: انرژی، 1973. -262 ص.
57. روگال وی.ف. در افزایش قابلیت اطمینان کنترل مانومتریک سفتی // Defectoscopy. 1978. شماره 9. - ص 102-104.
58. ساژین س.غ. دستگاه های اندازه گیری آکوستیک - پنوماتیک برای نظارت بر نشت گاز و مایع // فناوری اندازه گیری. 1352. شماره 1 - صص 48-50.
59. Sazhin S.G., Lembersky V.B. اتوماسیون کنترل سفتی محصولات تولید انبوه. گورکی: کتاب ولگو-ویاتکا. انتشارات، 1977. -175 ص.
60. سازین س.غ. طبقه بندی تجهیزات با کارایی بالا برای نظارت بر تنگی محصولات. // تشخیص عیب. 1979. - شماره 11. - ص 74-78.
61. سازین س.گ. ارزیابی اینرسی سیستم های آزمایش برای نظارت بر سفتی محصول. // تشخیص عیب. 1981. -شماره 4. - ص 76-81.
62. Sazhin S.G., Stolbova L.A. دستگاه های خودکار برای نظارت بر تنگی محصولات. // تشخیص عیب. 1984. -شماره 8. - ص 3-9.
63. اتصالات خط لوله. روش های تست برای سفتی: GOST 25136-90.-M. 1990.-21 ص.
64. راهنمای محاسبات احتمالی / V.G. آبزگوز، ع.ب. ترون، یو.ن. کوپیکین، I.A. کوروینا. م.: وونیزدات، 1970. - 536 ص.
65. ابزار کنترل تنگی: در 3 جلد T. 1. جهت توسعه ابزارهای کنترل تنگی / ویرایش. مانند. زاژگینا. م.: مهندسی مکانیک، 1976.-260 ص.
66. ابزار کنترل سفتی: در 3 جلد T. 2. ابزار صنعتی کنترل سفتی / ویرایش. مانند. زاژگینا. م.: مهندسی مکانیک، 1977. -184 ص.
67. تکنیک نشت یابی. شرایط و تعاریف: GOST 26790-91.- M.; 1991، - 18 ص.
68. سیستم جهانی عناصر اتوماسیون پنوماتیک صنعتی: کاتالوگ. م.: پژوهشکده مرکزی مهندسی ابزار، 1351. - 28 ص.
69. Shkatov E.F. مبدل فشار دیفرانسیل مقاومت پنوماتیک // فناوری اندازه گیری. 1983. - شماره 8. - ص 36-37.
70. اندازه گیری های الکتریکی کمیت های غیر الکتریکی / A.M. توریچین، پی.وی. ناویتسکی، E.S. لوشینا و دیگران؛ تحت عمومی ویرایش P.V. ناویتسکی. ج1.: انرژی، 1975.-576 ص.
71. عناصر و دستگاه های اتوماسیون پنوماتیک فشار بالا: کاتالوگ / E.A. راگولین، A.V. نیکیتسکی، A.P. پنج دری و غیره؛ تحت عمومی ویرایش A.I. کودریاوتسوا، آ.یا. اوکسننکو. M.: NIIMASH, 1978. - 156 p.
72. A. S. 157138 USSR, MKI G 01 L; 42 k, 30/01. دستگاه نظارت بر سفتی ظروف / P.M. اسملیانسکی. 1964، BI شماره 19.
73. A. S. 286856 USSR, MKI G 01 L 5/00. دستگاه تست محصولات برای نشت / S.G. ساژین. 1972، BI شماره 35.
74. A. S. 331267 USSR, MKI G 01 L 19/08. هشدار فشار / I.V. کرین، اس.آی. روماننکو، N.I. تومانوف V.N. استافف، S.F. یاکولووا. 1972، BI شماره 9.
75. A. S. 484427 USSR, MKI G 01 M 3/26. دستگاه نظارت بر نشت گاز / B.C. Beloborodoye، V.N. استافف، S.F. یاکولووا. 1975، BI شماره 34.
76. A. S. 655921 USSR, MKI G 01 M 3/02. دستگاه نظارت بر سفتی عناصر قفل تجهیزات پنوماتیک / A.P. گریدالوف، A.P. ماخوف، یو.پی. موسالف. 1979، BI شماره 13.
77. A. S. 676887 USSR, MKI G 01 M 3/02. دستگاه تست سفتی محصولات / S.G. ساژین، غ.الف. ژیوچیکوف، S.T. استاریکوف و همکاران 1979، BI شماره 28.
78. A. S. 705292 USSR, MKI G 01 L 19/08. هشدار فشار / G.P. بارابانوف، A.A. لیپاتوف، یو.آ. اوسینسکی. 1979، BI شماره 47.
79. A. S. 1024773 USSR, MKI G 01 M 3/02. دستگاه نظارت بر نشت گاز / S.G. ساژین، م.ع. فادیف، V.M. میاسنیکوف و همکاران 1983، BI شماره 23.
80. A. S. 1167465 USSR, MKI G 01 M 3/02. دستگاه اتوماتیک تست سفتی محصولات توخالی / L.M. Veryatin، V.E. گالکین، O.E. دنیسوف و همکاران 1985، BI شماره 26.
81. A. S. 1177707 USSR, MKI G 01 M 3/02. روش مانومتریک برای تعیین کل نشت گاز از محصولات / V.M. میاسنیکوف، A.I. یورچنکو -1985، BI شماره 33.
82. A. S. 1303864 USSR, MKI G 01 L 19/08. هشدار فشار / G.P. بارابانوف، I.A. مورکوین، یو.آ. اوسینسکی. 1987، BI شماره 14.
83. A. S. 1670445 USSR, MKI G 01 M 3/02. پایه برای تست سفتی محصولات / Yu.V. زاخاروف، A.G. سووروف، A.I. سوتین و همکاران 1991، BI شماره 30.
84. A. S. 1675706 USSR, MKI G 01 L 19/08, 19/10. هشدار فشار / G.P. بارابانوف، A.G. سووروف 1991، BI شماره 33.
85. ثبت اختراع 2141634 RF, MKI G 01 M 3/02. پایه خودکار برای تست محصولات برای نشت / V.G. بارابانوف، M.B. دیپرشتاین، جی.پ. بارابانوف. 1999، BI شماره 32.
86. ثبت اختراع 2156967 RF, MKI G 01 L 19/08. هشدار فشار / V.G. بارابانوف، M.B. دیپرشتاین، جی.پ. بارابانوف. 2000، BI شماره 27.
87. ثبت اختراع 2194259 RF, MKI G 01 M 3/02. پایه خودکار برای تست محصولات برای نشت / V.G. بارابانوف، جی.پی. بارابانوف. 2002، BI شماره 34.
88. برنامه 63-34333 ژاپن، MKI G 01 M 3/32. دستگاه نظارت بر نشتی با جبران خطای اندازه گیری خودکار / متقاضی K.K. Kosumo keiki شماره 56-14844; کاربرد 81/09/18; انتشارات 89/07/19، بولتن. شماره 6 -859.
89. برنامه 63-53488 ژاپن، MKI G 01 M 3/26. دستگاه تست نشت / متقاضی Obaru Kiki Kote K.K شماره 55-67062; کاربرد 05.22.80; publ.2410.88، بول. شماره 6 1338.
90. درخواست شماره 63-63847 ژاپن، MKI G 01 M 3/32. روش تشخیص نشت / متقاضی K.V. Fukuda. -شماره 57-61134; کاربرد 82/04/14; انتشارات 88.12.06، بولتن. شماره 6- 1577.
91. پت. 3739166 آلمان، IPC G 01 M 3/06. دستگاه کنترل نشت / Magenbaner R., Reimold O., Vetter N.; متقاضی و دارنده اختراع Bayer GmbH Sondermaschinen Entwicklung und Vertnieb, 7300 Esslingen, DE. کاربرد 87/11/19; انتشارات 89/06/01، بولتن. شماره 22.
92. Ensberg E.S., Wesley J.C., Jensen T.N. تلسکوپ نشتی. // کشیش علمی Instr., -1977. -v. 48، شماره 3. ص 357-359.
93. Holme A.E., Shulver R.L. کارخانه آزمایش نشت خلاء کنترل شده با ریزپردازنده برای آزمایش نشت در خط تولید. //Proc. بین المللی 8 Vac کنگره Trienne، ملاقات. بین المللی Union Vac. Sci., Technol. And Appl., Cannes, 22-26 Sept., 1980. V.2, - P. 360-363.
94. لنجس جی.جی. تجربیات با کارخانه های آزمایش نشت تمام اتوماتیک He-Neak که در تولید سریال در مقیاس بزرگ استفاده می شوند. //Proc. بین المللی 8 Vac کنگره Trienne، ملاقات. بین المللی Union Vac. Sci., Technol. And Appl., Cannes, 22-26 Sept., 1980.- V.2, P. 357-359.
فصل 1 تجزیه و تحلیل وضعیت مشکل اتوماسیون کنترل سفتی و فرمول بندی مسئله تحقیق.
1.1 اصطلاحات و تعاریف اساسی مورد استفاده در این تحقیق.
1.2 ویژگی های نظارت بر سفتی اتصالات گاز.II
1.3 طبقه بندی روش های آزمایش گاز و تجزیه و تحلیل امکان استفاده از آنها برای نظارت بر سفتی اتصالات گاز.
1.4 بررسی و تجزیه و تحلیل تست نشت خودکار با استفاده از روش مانومتریک.
1.4.1 مبدل ها و حسگرهای اولیه برای سیستم های نظارت بر نشت خودکار.
1.4.2 سیستم های خودکار و دستگاه های نظارت بر نشتی.
هدف و اهداف مطالعه.
فصل دوم مطالعه نظری روش مانومتری تست نشت.
2.1 تعیین رژیم های جریان گاز در اشیاء آزمایشی.
2.2 مطالعه روش فشرده سازی تست نشتی.
2.2.1 مطالعه وابستگی های زمانی هنگام نظارت بر سفتی با استفاده از روش فشرده سازی.
2.2.2 بررسی حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع.
2.3 مطالعه روش مقایسه با تامین مداوم فشار تست.
2.3.1 طرحی برای نظارت بر تنگی با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش.
2.3.2 مطالعه وابستگی های زمانی هنگام نظارت بر تنگی با استفاده از روش مقایسه.
2.3.3 مطالعه حساسیت کنترل سفتی در مقایسه با عرضه مداوم فشار تست.
2-3-4 ارزیابی مقایسه ای حساسیت کنترل سفتی با استفاده از روش فشرده سازی با قطع و روش مقایسه.
نتیجه گیری در مورد فصل 2.
فصل سوم بررسی تجربی پارامترهای مدارهای کنترل نشتی انجام شده بر اساس روش مقایسه.
3.1 راه اندازی آزمایشی و روش تحقیق.
3.1.1 شرح تنظیمات آزمایشی.
3.1.2 روش مطالعه طرح های نظارت بر نشت.
3.2 مطالعه تجربی طرح کنترل نشت بر اساس روش مقایسه.
3.2.1 تعیین مشخصه p = /(/) خطوط مدار کنترل سفتی.
3-2-2 تحقیق مشخصات زمانی خطوط مدار کنترل سفتی با استفاده از روش مقایسه.
3-2-3 مطالعه مشخصات استاتیکی خط اندازه گیری مدار کنترل سفتی.
3.3. مطالعه تجربی یک دستگاه تست نشت بر اساس روش مقایسه.
3.3.1 مطالعه مدل دستگاه برای تست نشتی با سنسور فشار تفاضلی.
3.3.2 ارزیابی ویژگی های دقت دستگاه ها برای آزمایش نشتی، انجام شده بر اساس طرح مقایسه.
3.4 ارزیابی احتمالی قابلیت اطمینان محصولات مرتب سازی هنگام نظارت بر تنگی با استفاده از روش مقایسه.
3.4.1 مطالعه تجربی توزیع مقدار فشار معادل نشت گاز آزمایش در دسته ای از محصولات.
3.4.2 پردازش آماری نتایج آزمایش برای ارزیابی قابلیت اطمینان مرتب سازی.
4.3 توسعه سنسورهای نشت با ویژگی های عملکرد بهبود یافته.
4.3.1 طراحی سنسور نشتی.
4.3.2 مدل و الگوریتم ریاضی برای محاسبه سنسور نشتی.
4.4 توسعه یک پایه خودکار برای تست نشت
4.4.1 طراحی یک پایه خودکار چند حالته.
4.4.2 انتخاب پارامترها برای مدارهای کنترل نشتی.
4.4.2.1 روش محاسبه پارامترهای مدار کنترل سفتی با استفاده از روش فشرده سازی با قطع.
4-4-2-2 روش محاسبه پارامترهای مدار کنترل سفتی با استفاده از روش مقایسه.
4.4.3 تعیین عملکرد یک پایه خودکار برای آزمایش نشتی.
4.4.4 تعیین پارامترهای مهر و موم برای یک پایه خودکار.
4.4.4.1 روش محاسبه برای دستگاه آب بندی با طوق استوانه ای.
4.4.4.2 روش محاسبه مهر و موم حلقه مکانیکی.
معرفی پایان نامه (بخشی از چکیده) با موضوع ” اتوماسیون کنترل سفتی اتصالات گاز بر اساس روش تست مانومتری ”
یک مشکل مهم در تعدادی از صنایع، افزایش نیاز به کیفیت و قابلیت اطمینان محصولات است. این نیاز فوری به بهبود موارد موجود، ایجاد و اجرای روش ها و ابزارهای جدید کنترل، از جمله کنترل تنگی، که به تشخیص عیب - یکی از انواع کنترل کیفیت سیستم ها و محصولات مربوط می شود، ایجاد می کند.
در تولید صنعتی شیرهای قطع و توزیع، که در آن محیط کار هوای فشرده یا گاز دیگر است، استانداردهای موجود و شرایط فنی برای پذیرش آن معمولاً کنترل صد درصدی پارامتر "سفتی" را تنظیم می کند. واحد اصلی (عنصر کاری) چنین شیرهایی یک جفت متحرک "بدنه پیستون" یا یک عنصر شیر دوار است که در محدوده فشار گسترده ای عمل می کند. برای آب بندی اتصالات گاز از عناصر آب بندی و روان کننده های مختلف (درزگیر) استفاده می شود. در طول عملیات تعدادی از طرح های اتصالات گاز، نشت خاصی از محیط کار مجاز است. بیش از حد مجاز نشتی ناشی از اتصالات گاز بی کیفیت می تواند منجر به عملکرد نادرست (کاذب) تجهیزات تولیدی که روی آن نصب شده است، منجر به بروز حادثه ای جدی شود. در اجاق گازهای خانگی افزایش نشت گاز طبیعی می تواند باعث آتش سوزی یا مسمومیت افراد شود. بنابراین، بیش از حد مجاز نشتی محیط نشانگر با کنترل پذیرش مناسب اتصالات گاز، نشتی، یعنی محصول معیوب تلقی می شود و رفع عیوب باعث افزایش قابلیت اطمینان، ایمنی و پاکیزگی محیطی کل واحد، دستگاه یا دستگاهی می شود که در آن اتصالات گاز استفاده می شود.
نظارت بر سفتی اتصالات گاز یک فرآیند کار فشرده، زمان بر و پیچیده است. به عنوان مثال، در تولید مینی تجهیزات پنوماتیک، 25-30٪ از شدت کار کل و حداکثر 100-120٪ از زمان مونتاژ را به خود اختصاص می دهد. این مشکل را می توان در تولید گسترده و انبوه اتصالات گاز با استفاده از روش های خودکار و ابزار کنترلی حل کرد که باید دقت و بهره وری مورد نیاز را تضمین کند. در شرایط واقعی تولید، حل این مشکل اغلب با استفاده از روشهای کنترلی که دقت لازم را ارائه میدهند، پیچیده میشود، اما به دلیل پیچیدگی روش یا ویژگیهای تجهیزات تست، خودکارسازی آن دشوار است.
حدود ده روش برای آزمایش سفتی محصولات تنها با استفاده از یک محیط آزمایش گازی ایجاد شده است که برای اجرای آن بیش از صد روش و وسیله کنترل مختلف ایجاد شده است. توسعه تئوری و عمل مدرن کنترل سفتی به مطالعات A. S. Zazhigin، A. I. Zapunny، V. A. Lanis، L. E. Levina، V. B. Lembersky، V. F. Rogal، S. G. Sazhina.، Tru-shchenko A. A.، Fadeeva M. L. A.، اختصاص داده شده است.
با این حال، تعدادی از مشکلات و محدودیت ها در توسعه و اجرای ابزارهای کنترل نشت وجود دارد. بنابراین، بیشتر روشهای با دقت بالا را میتوان و باید فقط برای محصولات با اندازههای بزرگ که سفتی کامل در آنها تضمین میشود، اعمال کرد. علاوه بر این، محدودیت های اقتصادی، ماهیت طراحی، عوامل محیطی و الزامات ایمنی برای پرسنل عملیاتی اعمال می شود. در تولید سریال و در مقیاس بزرگ، به عنوان مثال، تجهیزات اتوماسیون پنوماتیک، اتصالات گاز برای لوازم خانگی، که در آن نشتی مشخص از محیط نشانگر در طول آزمایش های پذیرش مجاز است و بنابراین، الزامات برای دقت کنترل کاهش می یابد، این امکان وجود دارد. اتوماسیون آن و بر این اساس، اطمینان از بهره وری بالای تجهیزات کنترل و مرتب سازی مربوطه، که برای کنترل 100٪ کیفیت محصول ضروری است.
تجزیه و تحلیل ویژگیهای تجهیزات و ویژگیهای اصلی روشهای تست سفتی گاز که بیشتر در صنعت مورد استفاده قرار میگیرد به ما این امکان را میدهد که به این نتیجه برسیم که استفاده از روش مقایسه و روش فشردهسازی که روش مانومتریک را اجرا میکند، برای خودکار کردن تنگی امیدوارکننده است. کنترل اتصالات گاز در ادبیات علمی و فنی، به دلیل حساسیت نسبتاً کم این روشهای تست، توجه کمی به آنها شده است، اما اشاره میشود که به راحتی خودکار میشوند. در عین حال، هیچ توصیه ای برای انتخاب و محاسبه پارامترهای دستگاه های نظارت بر نشت که طبق یک طرح مقایسه با عرضه مداوم فشار آزمایش انجام می شود، وجود ندارد. بنابراین، تحقیق در زمینه دینامیک گاز مخازن کور و جریان به عنوان عناصر مدارهای کنترلی و همچنین تکنیک های اندازه گیری فشار گاز به عنوان مبنایی برای ایجاد انواع جدید مبدل ها، حسگرها، دستگاه ها و سیستم های کنترل خودکار سفتی محصولات، امیدوار کننده برای استفاده در تولید گاز، مرتبط و مهم است.
هنگام توسعه و پیاده سازی دستگاه های خودکار نظارت بر نشت، یک سوال مهم در مورد قابلیت اطمینان عملیات کنترل و مرتب سازی مطرح می شود. در این راستا، پایان نامه مطالعه مربوطه را انجام داد که بر اساس آن توصیه هایی ایجاد شد که این امکان را فراهم می کند تا در هنگام مرتب سازی خودکار با توجه به پارامتر "سفتی" محصولات معیوب از ورود به محصولات مناسب حذف شوند. موضوع مهم دیگر اطمینان از عملکرد مشخص شده تجهیزات خودکار است. این پایان نامه توصیه هایی برای محاسبه پارامترهای عملیاتی یک پایه خودکار برای آزمایش نشتی بسته به عملکرد مورد نیاز ارائه می دهد.
این کار شامل یک مقدمه، چهار فصل، نتیجه گیری کلی، فهرست منابع و یک پیوست است.
فصل اول ویژگی های نظارت بر سفتی اتصالات گاز را مورد بحث قرار می دهد، که اجازه می دهد نشت خاصی در حین کار انجام شود. مروری بر روش های آزمایش نشت گاز، طبقه بندی و تجزیه و تحلیل امکان استفاده از آنها برای کنترل خودکار اتصالات گاز ارائه شده است که امکان انتخاب امیدوارکننده ترین - روش مانومتری را فراهم می کند. دستگاه ها و سیستم هایی که اتوماسیون کنترل تنگی را فراهم می کنند در نظر گرفته می شوند. اهداف و مقاصد مطالعه تدوین شده است.
فصل دوم به صورت تئوری به بررسی دو روش کنترل سفتی میپردازد که روش مانومتری را اجرا میکند: فشردهسازی با قطع فشار و روش مقایسه با عرضه مداوم فشار آزمایش. مدلهای ریاضی روشهای مورد مطالعه تعیین شد که بر اساس آن مطالعات ویژگیهای زمانی و حساسیت آنها تحت رژیمهای جریان گاز مختلف، ظرفیتهای خط و نسبتهای فشار مختلف انجام شد که امکان شناسایی مزایای روش مقایسه را فراهم کرد. . توصیه هایی برای انتخاب پارامترهای مدارهای کنترل سفتی ارائه شده است.
در فصل سوم، مشخصه های استاتیکی و زمانی خطوط مدار کنترل سفتی با استفاده از روش مقایسه در مقادیر مختلف نشتی، ظرفیت خط و فشار تست به صورت تجربی بررسی شده و همگرایی آنها با وابستگی های نظری مشابه نشان داده شده است. عملکرد دستگاه برای تست نشت، ساخته شده بر اساس طرح مقایسه، به صورت تجربی مورد آزمایش قرار گرفت و مشخصات دقت دستگاه مورد ارزیابی قرار گرفت. نتایج ارزیابی قابلیت اطمینان محصولات مرتب سازی با توجه به پارامتر "سفتی" و توصیه هایی برای راه اندازی دستگاه های کنترل و مرتب سازی خودکار مربوطه ارائه شده است.
فصل چهارم شرحی از طرحهای اتوماسیون معمولی برای روش تست مانومتریک و توصیههایی برای طراحی تجهیزات خودکار برای آزمایش نشت ارائه میدهد. طرح های اصلی یک سنسور نشتی و یک پایه خودکار چند موقعیتی برای کنترل نشتی ارائه شده است. روشهایی برای محاسبه دستگاههای کنترل نشت و عناصر آنها، که در قالب الگوریتمها ارائه شدهاند، و همچنین توصیههایی برای محاسبه پارامترهای عملکرد یک پایه کنترل و مرتبسازی بسته به عملکرد مورد نیاز پیشنهاد شدهاند.
ضمیمه ویژگیهای روشهای آزمایش نشت گاز و وابستگیهای زمانی را برای توالی احتمالی تغییرات در رژیمهای جریان گاز در یک ظرف جریانی ارائه میکند.
پایان نامه های مشابه در تخصص «اتوماسیون و کنترل فرآیندهای فناورانه و تولید (توسط صنعت)» کد HAC 13.05.06
مبانی روش شناختی و نظری برای اتوماسیون آزمایش محصولات هوانوردی و موشکی روی پایه های دوار 2001، دکترای علوم فنی کازانتسف، ولادیمیر پتروویچ
دستگاه هدایت سنجی حرارتی برای نظارت بر نشت گازهای بالقوه خطرناک بر اساس ترانزیستورهای اثر میدانی 2000، کاندیدای علوم فنی Veryaskina، Olga Borisovna
بهبود روش های ارزیابی کیفیت و قابلیت اطمینان عملیاتی دریچه های قطع کننده در شرایط خطوط لوله اصلی گاز: با استفاده از مثال Severgazprom LLC 2005، کاندیدای علوم فنی آدامنکو، استانیسلاو ولادیمیرویچ
مجتمع اندازه گیری کامپیوتری و فناوری برای تنظیم خودکار فشار سنج ها 2004، کاندیدای علوم فنی کوزنتسوف، الکساندر الکساندرویچ
روش ها و ابزارهای تشخیص فنی تنگی تجهیزات نیروگاه هسته ای 2000، دکترای علوم فنی داویدنکو، نیکولای نیکیفروویچ
نتیجه گیری پایان نامه با موضوع "اتوماسیون و کنترل فرآیندهای فناوری و تولید (توسط صنعت)"، بارابانوف، ویکتور گنادیویچ
4. نتایج مطالعه طرحهای کنترل سفتی بر اساس روش مقایسه با عرضه مداوم فشار آزمایش، اختلاف بین ویژگیهای نظری و تجربی را در مناطق کاری آنها بیش از 5٪ نشان داد که تعیین وابستگیها را ممکن کرد. برای انتخاب پارامترهای عملیاتی دستگاه های کنترل و مرتب سازی مربوطه.
5. مطالعه تجربی نمونه اولیه یک دستگاه برای نظارت بر سفتی در مقدار نشتی و فشار تست مربوط به مشخصات فنی تجهیزات سری پنوماتیک، امکان ایجاد دستگاههای کنترل و مرتبسازی خودکار بر اساس روش مقایسه، خطای که از 3.5٪ تجاوز نمی کند و حساسیت با محدوده حساسیت تعیین شده برای روش مانومتری تست نشت مطابقت دارد.
6. روشی برای ارزیابی احتمالی قابلیت اطمینان محصولات مرتبسازی با توجه به پارامتر «سفتی» تعیین شده است و بر اساس آن توصیههایی برای راهاندازی دستگاههای کنترل و مرتبسازی خودکار براساس روش مقایسه ارائه شده است.
7. طرح های اتوماسیون استاندارد برای روش مانومتری تست نشت و توصیه هایی برای طراحی تجهیزات خودکار برای تست نشت پیشنهاد شده است.
8. طراحی یک سنسور سفتی با ویژگی های عملکرد بهبود یافته توسعه یافته است که توسط ثبت اختراع RF شماره 2156967 محافظت شده است، یک مدل ریاضی و روشی برای محاسبه آن پیشنهاد شده است که امکان ارزیابی ویژگی های سنسورهای این نوع را فراهم می کند. در مرحله طراحی
9. طراحی یک پایه تست خودکار چند موقعیتی برای تست نشت ایجاد شده است که توسط پتنت های RF شماره 2141634، شماره 2194259 و توصیه هایی برای تعیین پارامترهای عملکرد پایه بسته به عملکرد مورد نیاز محافظت می شود. روشی برای محاسبه دستگاه نظارت بر نشتی با استفاده از روش مقایسه با عرضه مداوم فشار آزمایش که در طراحی پایه استفاده می شود و روش هایی برای محاسبه دو نوع دستگاه آب بندی که نصب مطمئن محصولات آزمایش شده را تضمین می کند. موقعیت های کاری غرفه پیشنهاد شده است که قابلیت های طراحان تجهیزات خودکار برای کنترل نشتی را افزایش می دهد.
10. کلیه روش های محاسبه دستگاه های مورد استفاده برای خودکارسازی تست نشتی در قالب الگوریتم هایی ارائه شده است که به همراه نمودارها و طرح های استاندارد آنها امکان ایجاد تجهیزات CAD برای خودکارسازی روش مانومتری تست نشتی را فراهم می کند.
فهرست منابع تحقیق پایان نامه کاندیدای علوم فنی بارابانوف، ویکتور گنادیویچ، 2005
1. دستگاه های خودکار، تنظیم کننده ها و سیستم های محاسباتی: کتابچه راهنمای. ویرایش 3 دوباره کار شد و اضافی / B.D. کوشارسکی، تی.خ. بزنوفسایا، V.A. بک و همکاران؛ تحت عمومی ویرایش B.D. Kosharsky - L.: مهندسی مکانیک، 1976. - 488 p.
2. Ageikin D.I., Kostina E.N., Kuznetsova N.N. سنسورهای کنترل و تنظیم: مواد مرجع. ویرایش دوم، تجدید نظر شده. و اضافی - م.: مهندسی مکانیک، 1965.-928 ص.
3. عزیزوف A.M., Gordov A.N. دقت مبدل های اندازه گیری -م.: انرژی، 1975.-256 ص.
4. Afanasyeva L.A., Karpov V.I., Levina L.E. مشکلات پشتیبانی مترولوژیکی برای کنترل تنگی // نقص سنجی. -1980. -شماره 11. ص 57-61.
5. Babkin V.T., Zaichenko A.A., Aleksandrov V.V. سفتی اتصالات ثابت سیستم های هیدرولیک. م.: مهندسی مکانیک، 1977. - 120 ص.
6. Barabanov V.G. در مورد مطالعه روش مانومتریک تست تنگی // اتوماسیون تولید فناورانه در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU Volgograd, 1999. - صص 67-73.
7. Barabanov V.G. الگوریتم انتخاب مشخصه زمانی یک مدار کنترل نشت دیفرانسیل // اتوماسیون تولید تکنولوژیک در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU Volgograd, 2001. -P. 92-96.
8. Barabanov V.G. اتوماسیون کنترل کیفیت مونتاژ تجهیزات گاز // تجهیزات و فناوری مونتاژ ماشین آلات (TTMM-01): Mater. IV بین المللی علمی و فنی Conf. Rzeszow, 2001. - صص 57-60.
9. Barabanov V.G. عملکرد غرفه های خودکار برای آزمایش نشت گسسته پیوسته // اتوماسیون تولید فناوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU.-Volgograd, 2002. P. 47-51.
10. Barabanov V.G. کنترل نشت گاز در تاسیسات صنعتی و خانگی // فرآیندها و تجهیزات تولید محیطی: مواد ششم علمی سنتی. فنی Conf. کشورهای CIS / VolgSTU و غیره - ولگوگراد، 2002. -P. 116-119.
11. Barabanov V.G. دستگاه بستن و آب بندی اتوماتیک دریچه های گاز در حین آزمایش نشت // اتوماسیون تولید فن آوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU Volgograd, 2003.-P. 75-79.
12. Barabanov V.G. بررسی وابستگی های زمانی مدار کنترل سفتی با استفاده از روش مقایسه // Izv. دانشگاه فنی دولتی ولگا. سر. اتوماسیون فرآیندهای فناوری در مهندسی مکانیک: بین دانشگاهی. نشست مقالات علمی ولگوگراد، 2004.-جلد. 1.-S. 17-19.
13. Belyaev M.M., Khitrovo A.A. اندازه گیری جریان گسترده // سنسورها و سیستم ها. 2004. -شماره 1. - ص 3-7.
14. Belyaev N.M., Uvarov V.I., Stepanchuk Yu.M. سیستم های پنومو هیدرولیک محاسبه و طراحی / ویرایش. N.M. بلیاوا. م.: بالاتر. مدرسه، 1988. -271 ص.
15. Beloshitsky A.P., Lanina G.V., Simulik M.D. تجزیه و تحلیل خطای روش "حباب" برای اندازه گیری نرخ جریان گاز پایین. //فناوری اندازه گیری. 1362.-شماره 9.-ص.65-66.
16. Boytsova T.M., Sazhin S.G. قابلیت اطمینان کنترل اتوماتیک سفتی محصول. // تشخیص عیب. 1980. -شماره 12. - ص 39-43.
17. Bridley K. اندازه گیری مبدل: راهنمای مرجع: ترجمه. از انگلیسی م.: انرژی، 1991. - 144 ص.
18. تکنولوژی خلاء: هندبوک / E.S. فرولوف، وی. مینایچف، A.T. الکساندروا و دیگران؛ تحت عمومی ویرایش E.S. فرولووا، وی. مینایچوا. م.: مهندسی مکانیک، 1985. - 360 ص.
19. Vigleb G. سنسورها: Per. با او. -م.: میر، 1368. -196 ص.
20. Vlasov-Vlasyuk O.B. روش های تجربی در اتوماسیون م.: مهندسی مکانیک، 1969. -412 ص.
21. Vodyanik V.I. غشاهای الاستیک م.: مهندسی مکانیک، 1974. -136 ص.
22. Gusakov B.A., Kabanov V.M. یک دستگاه ساده برای شمارش حباب ها هنگام آزمایش واحدهای پنوماتیک برای نشت // تجهیزات اندازه گیری. 1979. شماره Yu-S. 86-87.
23. Gusev V.I., Zavodko I.V., Karpov A.A. سنسورهای سالن ساخته شده از آرسنید هلیوم و سنسورهای مبتنی بر آنها // ابزار و سیستم های کنترل. 1986،-شماره 8.-س. 26-27.
24. Dipershtein M.B., Barabanov V.G. ویژگی های ساخت طرح های اتوماسیون برای نظارت بر سفتی دریچه های خاموش // اتوماسیون تولید فن آوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU. - Volgograd, 1997.-P. 31-37.
25. Dipershtein M.B., Barabanov V.G. توسعه یک مدل ریاضی استاندارد هشدارهای فشار // اتوماسیون تولید تکنولوژیک در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU - Volgograd, 1999. P. 63-67.
26. دیپرشتاین م.ب. بارابانوف V.G. اتوماسیون کنترل کیفیت دریچه های قطع کننده گاز با توجه به پارامتر تنگی // اتوماسیون تولید فناوری در مهندسی مکانیک: بین دانشگاهی. نشست علمی tr. / VolgSTU-Volgograd, 2000.-P. 14-18.
27. Dmitriev V.N., Gradetsky V.G. اصول اتوماسیون پنوماتیک م.: مهندسی مکانیک، 1973. - 360 ص.
28. دیمیتریف V.N.، Chernyshev V.I. محاسبه ویژگی های زمانی اتاق های پنوماتیک جریان از طریق // اتوماسیون و تله مکانیک. 1958. - T. XIX، شماره 12. -با. 1118-1125.
29. ژیگولین یو.ن. نظارت بر تنگی ظروف بزرگ // فن آوری اندازه گیری. 1975. - شماره 8 - ص 62-64.
30. زلمانزون جی.ا. روش های آیرودینامیکی برای اندازه گیری پارامترهای ورودی سیستم های اتوماتیک M.: Nauka، 1973. - 464 p.
31. زلمانزون جی.ا. عناصر جریان دستگاه های نظارت و کنترل پنوماتیک. M.: آکادمی علوم اتحاد جماهیر شوروی، 1961. - 268 ص.
32. Zapunny A.I., Feldman JI.C., Rogal V.F. نظارت بر سفتی سازه ها کیف: تکشکا، 1976. - 152 ص.
33. محصولات مهندسی مکانیک و ابزارسازی. روش های تست نشت الزامات عمومی: GOST 24054-90. م. 1990. - 18 ص.
34. Karandina V.A., Deryabin N.I. واحد جدید نظارت بر نشت UKGM-2 // ابزار و سیستم های کنترل. 1973. -№9- ص 49-50.
35. Karataev R.N., Kopyrin M.A. فلومترهای فشار دیفرانسیل ثابت (روتامتر). م.: مهندسی مکانیک، 1980. - 96 ص.
36. کوگان I.III., Sazhin S.G. طراحی و تنظیم دستگاه های اندازه گیری پنوموآکوستیک. م.: مهندسی مکانیک، 1980. - 124 ص.
37. Kolman-Ivanov E.E. ماشین آلات اتوماتیک برای تولید مواد شیمیایی. نظریه و محاسبه - M.: Mashinostroenie, 1972. 296 p.
38. کنترل و اندازه گیری ماشین آلات و ابزار برای خطوط اتوماتیک. / M.I. کوچنوف، ای.ال. آبرامزون، ع. گلیکین و همکاران. تحت عمومی ویرایش M.I. کوچه نوا. م.: مهندسی مکانیک، 1965. - 372 ص.
39. Kremlevsky P.P. دبی سنج ها و شمارشگرهای کمیت: کتابچه راهنمای ویرایش چهارم، تجدید نظر شده. و اضافی JI.: مهندسی مکانیک. لنینگر بخش، 1989. - 701 ص.
40. Kuznetsov M.M., Usov B.A., Starodubov V.S. طراحی تجهیزات تولید خودکار. م.: مهندسی مکانیک، 1987. -288 ص.
41. Levina L.E., Sazhin S.G. مشخصات کلی و مشکلات تکنولوژی تشخیص نشت مدرن // تشخیص عیب. 1978. -شماره 6. - ص 6-9.
42. Levina L.E., Sazhin S.G. روش مانومتری کنترل سفتی // تشخیص عیب. 1980. - شماره 11. - ص 45-51.
43. Levina L.E., Pimenov V.V. روش ها و تجهیزات برای نظارت بر سفتی تجهیزات خلاء و محصولات ابزار دقیق. م.: مهندسی مکانیک، 1985.-70 ص.
44. Lembersky V.B. اصول طراحی عملیات تست پنوماتیک و هیدرولیک // فناوری اندازه گیری. 1979. - شماره 1. - ص 44-46.
45. Lembersky V.B., Vinogradova E.S. در مورد تأثیر حالت خروجی بر تفسیر نتایج کنترل نشت. // تشخیص عیب. 1979. شماره 6. - ص 88-94.
46. Lepetov V.A., Yurtsev L.N. محاسبات و طراحی محصولات لاستیکی. -L.: Chemistry, 1987.-408 p.
47. Makarov G.V. دستگاه های آب بندی. ل.: مهندسی مکانیک، 1973232 ص.
48. تست غیر مخرب: در 5 کتاب. کتاب 1. سوالات عمومی. کنترل با مواد نافذ: راهنمای عملی / A.K. گورویچ، I.N. ارمولوف، اس.جی. ساژین و همکاران; اد. V.V. سوخوروکوا م.: دبیرستان، 1992. - 242 ص.
49. تست و تشخیص غیر مخرب: هندبوک / V.V. کلیوف، F.R. سوسنین، V.N. فیلینوف و دیگران؛ تحت عمومی ویرایش V.V. کلیووا. م.: مهندسی مکانیک، 1995. - 488 ص.
50. Osipovich L.A. حسگرهای مقادیر فیزیکی م.: مهندسی مکانیک، 1979. - 159 ص.
51. اجاق گاز خانگی. شرایط فنی عمومی: GOST 18460-91. -م. 1991.-29 ص.
52. تجهیزات مینی پنوماتیک: مواد راهنما / E.A. راگولین، A.P. پنج در، A.F. کاراگو و همکاران تحت عمومی ویرایش A.I. کودریاوتسف و وی.یا. سیریتسکی. -M.: NIIMASH, 1975. 84 p.
53. دستگاه ها و سیستم های پنوماتیک در مهندسی مکانیک: دایرکتوری / E.V. هرتس، A.I. کودریاوتسف، O.V. لوژکین و دیگران؛ تحت عمومی ویرایش E.V. هرتز م.: مهندسی مکانیک، 1981. - 408 ص.
54. محرک های پنوماتیکی. الزامات فنی عمومی: GOST 50696-94. م. 1994.-6 ص.
55. طراحی دستگاه های پنوماتیک برای اندازه گیری های خطی BV-ORTM-32-72: Guiding Materials / A.E. Avtsin، V.I. دمین، جی.آی. Ivanova et al. M.: NIIMASH, 1972. - 308 p.
56. Rabinovich S.G. خطای اندازه گیری. L.: انرژی، 1973. -262 ص.
57. روگال وی.ف. در افزایش قابلیت اطمینان کنترل مانومتریک سفتی // Defectoscopy. 1978. شماره 9. - ص 102-104.
58. ساژین س.غ. دستگاه های اندازه گیری آکوستیک - پنوماتیک برای نظارت بر نشت گاز و مایع // فناوری اندازه گیری. 1352. شماره 1 - صص 48-50.
59. Sazhin S.G., Lembersky V.B. اتوماسیون کنترل سفتی محصولات تولید انبوه. گورکی: کتاب ولگو-ویاتکا. انتشارات، 1977. -175 ص.
60. سازین س.غ. طبقه بندی تجهیزات با کارایی بالا برای نظارت بر تنگی محصولات. // تشخیص عیب. 1979. - شماره 11. - ص 74-78.
61. سازین س.گ. ارزیابی اینرسی سیستم های آزمایش برای نظارت بر سفتی محصول. // تشخیص عیب. 1981. -شماره 4. - ص 76-81.
62. Sazhin S.G., Stolbova L.A. دستگاه های خودکار برای نظارت بر تنگی محصولات. // تشخیص عیب. 1984. -شماره 8. - ص 3-9.
63. اتصالات خط لوله. روش های تست برای سفتی: GOST 25136-90.-M. 1990.-21 ص.
64. راهنمای محاسبات احتمالی / V.G. آبزگوز، ع.ب. ترون، یو.ن. کوپیکین، I.A. کوروینا. م.: وونیزدات، 1970. - 536 ص.
65. ابزار کنترل تنگی: در 3 جلد T. 1. جهت توسعه ابزارهای کنترل تنگی / ویرایش. مانند. زاژگینا. م.: مهندسی مکانیک، 1976.-260 ص.
66. ابزار کنترل سفتی: در 3 جلد T. 2. ابزار صنعتی کنترل سفتی / ویرایش. مانند. زاژگینا. م.: مهندسی مکانیک، 1977. -184 ص.
67. تکنیک نشت یابی. شرایط و تعاریف: GOST 26790-91.- M.; 1991، - 18 ص.
68. سیستم جهانی عناصر اتوماسیون پنوماتیک صنعتی: کاتالوگ. م.: پژوهشکده مرکزی مهندسی ابزار، 1351. - 28 ص.
69. Shkatov E.F. مبدل فشار دیفرانسیل مقاومت پنوماتیک // فناوری اندازه گیری. 1983. - شماره 8. - ص 36-37.
70. اندازه گیری های الکتریکی کمیت های غیر الکتریکی / A.M. توریچین، پی.وی. ناویتسکی، E.S. لوشینا و دیگران؛ تحت عمومی ویرایش P.V. ناویتسکی. ج1.: انرژی، 1975.-576 ص.
71. عناصر و دستگاه های اتوماسیون پنوماتیک فشار بالا: کاتالوگ / E.A. راگولین، A.V. نیکیتسکی، A.P. پنج دری و غیره؛ تحت عمومی ویرایش A.I. کودریاوتسوا، آ.یا. اوکسننکو. M.: NIIMASH, 1978. - 156 p.
72. A. S. 157138 USSR, MKI G 01 L; 42 k, 30/01. دستگاه نظارت بر سفتی ظروف / P.M. اسملیانسکی. 1964، BI شماره 19.
73. A. S. 286856 USSR, MKI G 01 L 5/00. دستگاه تست محصولات برای نشت / S.G. ساژین. 1972، BI شماره 35.
74. A. S. 331267 USSR, MKI G 01 L 19/08. هشدار فشار / I.V. کرین، اس.آی. روماننکو، N.I. تومانوف V.N. استافف، S.F. یاکولووا. 1972، BI شماره 9.
75. A. S. 484427 USSR, MKI G 01 M 3/26. دستگاه نظارت بر نشت گاز / B.C. Beloborodoye، V.N. استافف، S.F. یاکولووا. 1975، BI شماره 34.
76. A. S. 655921 USSR, MKI G 01 M 3/02. دستگاه نظارت بر سفتی عناصر قفل تجهیزات پنوماتیک / A.P. گریدالوف، A.P. ماخوف، یو.پی. موسالف. 1979، BI شماره 13.
77. A. S. 676887 USSR, MKI G 01 M 3/02. دستگاه تست سفتی محصولات / S.G. ساژین، غ.الف. ژیوچیکوف، S.T. استاریکوف و همکاران 1979، BI شماره 28.
78. A. S. 705292 USSR, MKI G 01 L 19/08. هشدار فشار / G.P. بارابانوف، A.A. لیپاتوف، یو.آ. اوسینسکی. 1979، BI شماره 47.
79. A. S. 1024773 USSR, MKI G 01 M 3/02. دستگاه نظارت بر نشت گاز / S.G. ساژین، م.ع. فادیف، V.M. میاسنیکوف و همکاران 1983، BI شماره 23.
80. A. S. 1167465 USSR, MKI G 01 M 3/02. دستگاه اتوماتیک تست سفتی محصولات توخالی / L.M. Veryatin، V.E. گالکین، O.E. دنیسوف و همکاران 1985، BI شماره 26.
81. A. S. 1177707 USSR, MKI G 01 M 3/02. روش مانومتریک برای تعیین کل نشت گاز از محصولات / V.M. میاسنیکوف، A.I. یورچنکو -1985، BI شماره 33.
82. A. S. 1303864 USSR, MKI G 01 L 19/08. هشدار فشار / G.P. بارابانوف، I.A. مورکوین، یو.آ. اوسینسکی. 1987، BI شماره 14.
83. A. S. 1670445 USSR, MKI G 01 M 3/02. پایه برای تست سفتی محصولات / Yu.V. زاخاروف، A.G. سووروف، A.I. سوتین و همکاران 1991، BI شماره 30.
84. A. S. 1675706 USSR, MKI G 01 L 19/08, 19/10. هشدار فشار / G.P. بارابانوف، A.G. سووروف 1991، BI شماره 33.
85. ثبت اختراع 2141634 RF, MKI G 01 M 3/02. پایه خودکار برای تست محصولات برای نشت / V.G. بارابانوف، M.B. دیپرشتاین، جی.پ. بارابانوف. 1999، BI شماره 32.
86. ثبت اختراع 2156967 RF, MKI G 01 L 19/08. هشدار فشار / V.G. بارابانوف، M.B. دیپرشتاین، جی.پ. بارابانوف. 2000، BI شماره 27.
87. ثبت اختراع 2194259 RF, MKI G 01 M 3/02. پایه خودکار برای تست محصولات برای نشت / V.G. بارابانوف، جی.پی. بارابانوف. 2002، BI شماره 34.
88. برنامه 63-34333 ژاپن، MKI G 01 M 3/32. دستگاه نظارت بر نشتی با جبران خطای اندازه گیری خودکار / متقاضی K.K. Kosumo keiki شماره 56-14844; کاربرد 81/09/18; انتشارات 89/07/19، بولتن. شماره 6 -859.
89. برنامه 63-53488 ژاپن، MKI G 01 M 3/26. دستگاه تست نشت / متقاضی Obaru Kiki Kote K.K شماره 55-67062; کاربرد 05.22.80; publ.2410.88، بول. شماره 6 1338.
90. درخواست شماره 63-63847 ژاپن، MKI G 01 M 3/32. روش تشخیص نشت / متقاضی K.V. Fukuda. -شماره 57-61134; کاربرد 82/04/14; انتشارات 88.12.06، بولتن. شماره 6- 1577.
91. پت. 3739166 آلمان، IPC G 01 M 3/06. دستگاه کنترل نشت / Magenbaner R., Reimold O., Vetter N.; متقاضی و دارنده اختراع Bayer GmbH Sondermaschinen Entwicklung und Vertnieb, 7300 Esslingen, DE. کاربرد 87/11/19; انتشارات 89/06/01، بولتن. شماره 22.
92. Ensberg E.S., Wesley J.C., Jensen T.N. تلسکوپ نشتی. // کشیش علمی Instr., -1977. -v. 48، شماره 3. ص 357-359.
93. Holme A.E., Shulver R.L. کارخانه آزمایش نشت خلاء کنترل شده با ریزپردازنده برای آزمایش نشت در خط تولید. //Proc. بین المللی 8 Vac کنگره Trienne، ملاقات. بین المللی Union Vac. Sci., Technol. And Appl., Cannes, 22-26 Sept., 1980. V.2, - P. 360-363.
94. لنجس جی.جی. تجربیات با کارخانه های آزمایش نشت تمام اتوماتیک He-Neak که در تولید سریال در مقیاس بزرگ استفاده می شوند. //Proc. بین المللی 8 Vac کنگره Trienne، ملاقات. بین المللی Union Vac. Sci., Technol. And Appl., Cannes, 22-26 Sept., 1980.- V.2, P. 357-359.
لطفاً توجه داشته باشید که متون علمی ارائه شده در بالا فقط برای مقاصد اطلاعاتی ارسال شده اند و از طریق تشخیص متن پایان نامه اصلی (OCR) به دست آمده اند. بنابراین، ممکن است حاوی خطاهای مرتبط با الگوریتمهای تشخیص ناقص باشند. در فایل های پی دی اف پایان نامه ها و چکیده هایی که تحویل می دهیم چنین خطایی وجود ندارد.