Controlul etanșeității supapelor dispozitivelor de arzător cu gaz. Proba de etanșeitate
Aparatul de detectare a scurgerilor este proiectat pentru a detecta scurgeri în supapele solenoide de închidere și pentru a preveni pornirea arzătorului cu gaz dacă sunt detectate scurgeri. Pentru a testa etanșeitatea supapelor, două supape de închidere trebuie montate în serie pe arzător.
Reglementările de siguranță PB 12-529-03 prescriu ca arzătoarele care funcționează pe gaz natural și care au o putere mai mare de 1,2 MW să fie echipate cu un circuit de control al etanșeității. Dacă puterea arzătorului este necunoscută, atunci aceasta poate fi calculată folosind debitul de gaz natural prin arzător. Cu o putere calorică a gazelor naturale de 35,84 MJ/Nm3, fiecărui volum de gaz natural consumat de 10 Nm3 îi corespunde 0,1 MW de putere a arzătorului.
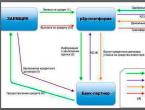
Vom lua în considerare un algoritm tipic pentru funcționarea unei mașini de control al etanșeității folosind exemplul unei mașini TC 410 de la KromSchroder. Testerul de scurgeri verifică supapele V1 și V2 pentru scurgeri în mai mulți pași. Ambele supape sunt verificate pentru etanșeitate, dar numai una dintre supape poate fi deschisă la un moment dat. Controlul presiunii, în funcție de rezultatele măsurătorii ale căror etanșeitatea supapelor este determinată, este realizat de un senzor de presiune extern reglabil cu un contact normal deschis. Testerul de scurgeri TC 410 poate efectua un test de supapă înainte ca arzătorul să fie aprins sau după ce arzătorul a fost oprit.

În prima etapă a testării, supapele V1 și V2 sunt închise, nu există gaz în spațiul interval, contactele senzorului de presiune sunt deschise. Presiunea gazului de intrare este egală cu valoarea Pe, senzorul de presiune este setat să funcționeze atunci când presiunea crește la valoarea Pz > Pe/2.

Bobina solenoidală a supapei V1 este alimentată cu o tensiune de alimentare (de obicei 220 V AC) de la testerul de scurgeri. Supapa este deschisă pentru scurt timp, spațiul dintre supape este umplut cu gaz cu presiune Pe. Senzorul de presiune este declanșat, deoarece Pz = Pe > Pe/2.

După aceea, bobina supapei V1 este dezactivată, supapa V1 se închide și, împreună cu supapa închisă V2, creează un volum închis. Controlul scurgerilor pornește un temporizator cu un timp de întârziere Tw. În acest timp, presiunea gazului din interiorul volumului închis nu trebuie să scadă sub valoarea Pe/2. În cazul unei scurgeri prin supapa V2 și o scădere a presiunii gazului sub nivelul Pe/2, controlul automat al scurgerilor generează un semnal de defecțiune și blochează pornirea arzătorului. Dacă presiunea gazului în volumul închis nu scade sub valoarea pragului, atunci supapa de închidere V2 este etanșă și circuitul trece la testarea supapei V1.

Supapa V2 se deschide pentru scurt timp (TL=2 sec) eliberând gazul din spațiul dintre supape. În acest timp, presiunea gazului ar trebui să scadă în mod ideal la aproape zero și contactele senzorului de presiune ar trebui să se deschidă.

Supapa V2 se închide, temporizatorul Tm pornește. Dacă supapa V1 are scurgeri, atunci presiunea gazului în spațiul interval va începe să crească, ceea ce va duce la declanșarea senzorului de presiune și la formarea unui semnal de defecțiune prin controlul automat al scurgerilor. Aprinderea arzătorului va fi blocată. Dacă în timpul Tm senzorul de presiune nu funcționează, atunci supapa V1 este etanșă. În acest caz, este generat semnalul de pregătire „OK” și arzătorul este lăsat să pornească.

Dacă, din cauza cerințelor de siguranță sau tehnologie, descărcarea gazului natural prin arzător în timpul testării de scurgere este interzisă, atunci descărcarea se efectuează către lumânare printr-o supapă auxiliară.
Timpul de testare Ttest poate fi setat de personalul de service. Pentru întrerupătorul TC 410-1 poate varia în 10…60 secunde, pentru TC 410-10 100…600 sec. Timpul de testare este suma timpilor de așteptare Tw și Tm și timpul de purjare TL. Setarea se realizează folosind jumperi. Sau, ca în mașina automată AKG-1 a companiei Proma, cu comutatoare digitale de disc. Timpul de testare depinde de presiunea de admisie a gazului, de volumul care trebuie testat și de mărimea scurgerilor admisibile. Se consideră acceptabilă o scurgere Vut (în l/h) care nu depășește 0,1% din debitul maxim de gaz (în Nm3/h) prin arzător.

Volumul de testare Vtest este suma volumelor de gaz ale supapelor, care sunt date în pașapoartele pentru supape, și volumul conductei care le conectează. Testele de scurgeri sunt disponibile atât pentru montarea în panou, cât și pentru montarea direct pe supape de închidere. În acest caz, are un senzor de presiune încorporat pentru a măsura presiunea pe intervale.
Puteți găsi informații suplimentare în secțiune.
Introducere
Capitolul 1 Analiza stării problemei automatizării controlului etanșeității și enunțarea problemei de cercetare 9
1.1 Principalii termeni și definiții utilizate în acest studiu 9
1.2 Caracteristici ale controlului etanșeității supapei de gaz 11
1.3 Clasificarea metodelor de testare a gazelor și analiza posibilității de aplicare a acestora pentru controlul etanșeității fitingurilor de gaz 15
1.4 Revizuirea și analiza mijloacelor de control automat al etanșeității conform metodei manometrice 24
1.4.1 Traductoare și senzori pentru sistemele automate de detectare a scurgerilor 24
1.4.2 Sisteme automate și dispozitive de detectare a scurgerilor 30
Scopul și obiectivele studiului 39
capitolul 2 Studiul teoretic al metodei de testare a scurgerii manometrului 40
2.1 Determinarea regimurilor de curgere a gazelor în obiectele de testare ... 40
2.2 Investigarea metodei de compresie de testare a scurgerilor 42
2.2.1 Investigarea dependențelor de timp în controlul etanșeității prin metoda compresiei 43
2.2.2 Investigarea sensibilității controlului etanșeității prin metoda de compresie cu limită 45
2.3 Studiul metodei de comparare cu alimentarea continuă a presiunii de încercare 51
2.3.1 Schema de verificare a etanșeității prin metoda comparației cu alimentarea continuă a presiunii de încercare 52
2.3.2 Studiul dependențelor de timp în controlul etanșeității prin metoda comparației 54
2.3.3 Investigarea sensibilității controlului de etanșeitate prin metoda de comparare cu alimentarea continuă a presiunii de încercare 65
2.3.4 Evaluarea comparativă a sensibilității controlului etanșeității prin metoda compresiei cu cut-off și metoda comparației 68
te uda la capitolul 2 72
Capitolul 3 Investigarea experimentală a parametrilor circuitelor de testare a scurgerilor pe baza metodei de comparare 75
3.1 Montarea experimentală și metodologia de cercetare 75
3.1.1 Descrierea configurației experimentale 75
3.1.2 Tehnica pentru studiul circuitelor de control al scurgerilor 78
3.2 Studiu experimental al schemei de control al etanșeității pe baza metodei de comparație 81
3.2.1 Determinarea caracteristicii p = f(t) a liniilor unui circuit de detectare a scurgerilor 81
3.2.2 Studii ale caracteristicilor temporale ale liniilor circuitului de control al etanșeității conform metodei de comparație 86
3.2.3 Investigarea caracteristicii statice a liniei de măsurare a circuitului de detectare a scurgerilor 91
3.3. Studiu experimental al unui dispozitiv de control al etanșeității pe baza metodei de comparație 97
3.3.1 Investigarea unui model de dispozitiv pentru monitorizarea etanșeității cu senzor de presiune diferențială 97
3.3.2 Evaluarea caracteristicilor de precizie ale dispozitivelor pentru controlul etanșeității, realizată conform schemei de comparație 100
3.4 Evaluarea probabilistică a fiabilității sortării produselor în timpul controlului etanșeității conform metodei de comparație 105
3.4.1 Studiu experimental al distribuției valorii presiunii echivalente cu scurgerea gazului de testare într-un lot de produse 105
3.4.2 Prelucrarea statistică a rezultatelor experimentului pentru a evalua fiabilitatea sortării 108
4.3 Dezvoltarea senzorilor de scurgeri cu performanțe îmbunătățite 126
4.3.1 Construcția senzorului de scurgere 127
4.3.2 Model matematic și algoritm de calcul al senzorului de etanșeitate 130
4.4 Dezvoltarea unui banc automat de testare a scurgerilor.133
4.4.1 Proiectarea standului automatizat cu mai multe poziții 133
4.4.2 Selectarea parametrilor pentru circuitele de detectare a scurgerilor 142
4.4.2.1 Metoda de calcul a parametrilor circuitului de control al etanșeității conform metodei de compresie cu decuplare 142
4.4.2.2 Metoda de calcul a parametrilor circuitului de control al scurgerilor conform metodei de comparare 144
4.4.3 Determinarea performanței unui tester automat de scurgeri 146
4.4.4 Determinarea parametrilor de etanșare pentru un stand automatizat 149
4.4.4.1 Metoda de calcul a dispozitivului de etanșare cu guler cilindric 149
4.4.4.2 Metoda de proiectare a inelelor O 154
Concluzii generale și rezultate 157
Referințe 159
Anexa 168
Introducere în muncă
O problemă importantă într-un număr de industrii este cerințele crescute pentru calitatea și fiabilitatea produselor fabricate. Acest lucru provoacă o nevoie urgentă de a îmbunătăți metodele și mijloacele de control existente, de a crea și de a implementa noi, inclusiv controlul etanșeității, care se referă la detectarea defectelor - unul dintre tipurile de sisteme și produse de control al calității.
În producția industrială de supape de închidere și distribuție, în care mediul de lucru este aer comprimat sau alt gaz, standardele și condițiile tehnice existente pentru acceptarea acesteia reglementează, de regulă, controlul sută la sută al parametrului „etanșeitate”. Unitatea principală (elementul de lucru) a unor astfel de fitinguri este o pereche mobilă „corp piston” sau un element de supapă rotativă, care funcționează într-o gamă largă de presiuni. Pentru etanșarea fitingurilor de gaz se folosesc diverse elemente de etanșare și lubrifianți (etanșanți). În timpul funcționării unui număr de structuri de supape de gaz, este permisă o anumită scurgere a mediului de lucru. Depășirea scurgerilor admise din cauza fitingurilor de gaz de calitate scăzută poate duce la funcționarea incorectă (falsă) a echipamentului de producție pe care este instalat, ceea ce poate provoca un accident grav. În sobele casnice cu gaz, o scurgere crescută de gaz natural poate provoca un incendiu sau otrăvirea oamenilor. Prin urmare, depășirea scurgerii admisibile a mediului indicator cu un control adecvat de acceptare a fitingurilor de gaz este considerată o scurgere, adică un defect al produsului, iar excluderea căsătoriei crește fiabilitatea, siguranța și respectarea mediului înconjurător a întregii unități, dispozitiv sau dispozitiv în care fitinguri de gaz sunt folosite.
Verificarea etanșeității fitingurilor de gaz este un proces laborios, lung și complex. De exemplu, în producția de mini-echipamente pneumatice, este nevoie de 25-30% din totalul forței de muncă și până la 100-120% din timp.
ansambluri. Această problemă poate fi rezolvată în producția pe scară largă și în masă de fitinguri de gaz prin utilizarea metodelor automate și a instrumentelor de control, care ar trebui să ofere precizia și performanța necesare. În condiții reale de producție, rezolvarea acestei probleme este adesea complicată de utilizarea unor metode de control care asigură precizia necesară, dar sunt dificil de automatizat din cauza complexității metodei sau a specificului echipamentului de testare.
Au fost dezvoltate aproximativ zece metode de testare a etanșeității produselor folosind doar un mediu de testare gazos, pentru implementarea căruia au fost create peste o sută de metode și mijloace de control diferite. Dezvoltarea teoriei și practicii moderne a controlului etanșeității este dedicată cercetării lui Zazhigin A. S., Zapunny A. I., Lanis V. A., Levina L. E., Lembersky V. B., Rogal V. F., Sazhina S. G., Trushchenko A. A., Fadeeva M. A. S. Feldmana
Cu toate acestea, există o serie de probleme și limitări în dezvoltarea și implementarea instrumentelor de control al etanșeității. Astfel, majoritatea metodelor de înaltă precizie pot și trebuie aplicate numai produselor de dimensiuni mari, în care este asigurată etanșeitatea completă. În plus, sunt impuse restricții de natură economică, constructivă, factori de mediu și cerințe de siguranță pentru personalul de întreținere. În producția în serie și pe scară largă, de exemplu, de echipamente de automatizare pneumatică, fitinguri de gaz pentru aparate de uz casnic, în care o anumită scurgere a mediului indicator este permisă în timpul testelor de acceptare și, în consecință, cerințele pentru precizia controlului sunt reduse, posibilitatea a automatizării acestuia și pe această bază asigurarea unei productivități ridicate a echipamentelor de control și sortare corespunzătoare, care este necesară pentru controlul 100% al calității produsului.
O analiză a caracteristicilor echipamentului și a principalelor caracteristici ale metodelor de testare a etanșeității la gaze cele mai utilizate în industrie a făcut posibilă concluzia că este promițătoare pentru automatizarea controlului etanșeității.
acuratețea fitingurilor de gaz folosind metoda comparației și metoda compresiei care implementează metoda manometrică. În literatura științifică și tehnică, s-a acordat puțină atenție acestor metode de testare din cauza sensibilității lor relativ scăzute, cu toate acestea, se observă că acestea sunt cel mai ușor automatizate. În același timp, nu există recomandări cu privire la selectarea și calcularea parametrilor dispozitivelor de control al etanșeității realizate conform schemei de comparație cu alimentare continuă a presiunii de încercare. Prin urmare, cercetările în domeniul dinamicii gazelor a rezervoarelor oarbe și a fluxului ca elemente ale circuitelor de control, precum și tehnologia de măsurare a presiunii gazului ca bază pentru crearea de noi tipuri de traductoare, senzori, dispozitive și sisteme pentru controlul automat al etanșeității produselor. care sunt promițătoare pentru utilizare în producția de gaze sunt relevante și importante.
În dezvoltarea și implementarea dispozitivelor automate pentru monitorizarea etanșeității, apare o întrebare importantă cu privire la fiabilitatea operațiunii de control și sortare. În acest sens, în teză a fost realizat un studiu corespunzător, pe baza căruia s-au elaborat recomandări care permit, prin sortare automată după parametrul „etanșeitate”, excluderea pătrunderii produselor defecte în cele adecvate. O altă problemă importantă este asigurarea performanței dorite a echipamentelor automate. Teza oferă recomandări cu privire la calculul parametrilor de funcționare ai unui stand de testare automatizat pentru controlul etanșeității, în funcție de performanța cerută.
Lucrarea constă dintr-o introducere, patru capitole, concluzii generale, o listă de referințe și o anexă.
Primul capitol discută caracteristicile monitorizării etanșeității fitingurilor de gaz, care permit o anumită scurgere în timpul funcționării. Este prezentată trecerea în revistă a metodelor de testare a etanșeității la gaz, clasificarea și analiza posibilității de aplicare a acestora pentru automatizarea controlului fitingurilor de gaz, ceea ce a făcut posibilă alegerea celei mai promițătoare - metoda manometrică. Sunt luate în considerare dispozitivele și sistemele care asigură automatizarea controlului etanșeității. Sunt formulate scopurile și obiectivele studiului.
În al doilea capitol sunt investigate teoretic două metode de control al etanșeității care implementează metoda manometrică: compresia cu întrerupere a presiunii și o metodă de comparație cu alimentare continuă a presiunii de încercare. Au fost determinate modelele matematice ale metodelor studiate, pe baza cărora s-au studiat caracteristicile de timp și sensibilitatea acestora în diferite regimuri de debit de gaze, diferite capacități ale liniilor și rapoarte de presiune, ceea ce a făcut posibilă identificarea avantajelor metodei de comparație. Sunt oferite recomandări privind alegerea parametrilor pentru schemele de control al etanșeității.
În cel de-al treilea capitol, caracteristicile statice și temporale ale liniilor circuitului de control al etanșeității sunt investigate experimental prin metoda comparației la diferite valori ale scurgerilor, capacității liniei și presiunii de testare și este prezentată convergența lor cu dependențe teoretice similare. Operabilitatea a fost testată experimental și s-au evaluat caracteristicile de precizie ale dispozitivului de control al etanșeității, realizat conform schemei de comparație. Sunt prezentate rezultatele evaluării fiabilității sortării produselor după parametrul „etanșeitate” și recomandări pentru configurarea dispozitivelor automate de control și sortare corespunzătoare.
Al patrulea capitol descrie scheme tipice de automatizare a metodei de testare manometrică și recomandări pentru proiectarea echipamentelor automate pentru controlul etanșeității. Sunt prezentate modelele originale ale senzorului de etanșeitate și suportul automat cu mai multe poziții pentru controlul etanșeității. Sunt propuse metode de calcul a dispozitivelor de control al etanșeității și a elementelor acestora, prezentate sub formă de algoritmi, precum și recomandări pentru calcularea parametrilor de funcționare ai standului de control și sortare, în funcție de performanța cerută.
Anexa prezintă caracteristicile metodelor de testare a etanșeității la gaz și dependențele de timp pentru posibilele secvențe de schimbare a regimurilor de curgere a gazului într-un rezervor de curgere.
Caracteristici de control al etanșeității fitingurilor de gaz
Evoluțiile și studiile prezentate în teză sunt legate de fitinguri de gaz, în fabricarea cărora standardele și condițiile tehnice existente reglementează controlul sută la sută al parametrului „etanșeitate” și este permisă o anumită scurgere a mediului de lucru. Prin armăturile de gaze luate în considerare în această lucrare, ne referim la dispozitivele destinate utilizării în diverse sisteme în care mediul de lucru este un gaz sau un amestec de gaze sub presiune (de exemplu, gaz natural, aer etc.), pentru a îndeplini funcțiile. de întrerupere, distribuție și altele.Fittingurile de gaz includ: supape, distribuitoare, supape și alte mijloace de automatizare pneumatică industrială de înaltă (până la 1,0 MPa) și medie (până la 0,2 ... la presiune joasă (până la 3000). Pa). Atat produsele finite cat si elementele lor constitutive, ansamblurile individuale etc.sunt supuse unui test de etansare.In functie de scopul produselor, conditiile in care sunt exploatate si caracteristicile de proiectare, acestora li se impun diverse cerinţe privind etanşeitatea lor.
Etanșeitatea fitingurilor de gaz este înțeleasă ca capacitatea sa de a nu lăsa mediul de lucru furnizat sub presiune excesivă prin pereți, îmbinări și etanșări. În acest caz, este permisă o anumită cantitate de scurgere, al cărei exces corespunde scurgerii produsului. Prezența scurgerilor se explică prin faptul că unitatea principală - elementul de lucru al unor astfel de dispozitive este o pereche mobilă, greu de etanșat: robinet-corp, duză-clapetă, robinete cu bilă, con sau șa etc. În plus, designul dispozitivului, de regulă, conține elemente de etanșare fixe: inele, manșete, garnituri de ulei, lubrifianți, ale căror defecte pot provoca, de asemenea, scurgeri. Scurgerile fitingurilor de gaz, adică prezența unei scurgeri a mediului de lucru care depășește cel admisibil, poate duce la accidente grave, avarii și alte rezultate negative în funcționarea echipamentului în care este utilizat. Robinetul de oprire (Fig. 1.1) este o parte importantă a sobelor de uz casnic pe gaz. Este conceput pentru a regla alimentarea cu gaz natural la arzatoarele aragazului si a o opri la sfarsitul lucrarii. Din punct de vedere structural, supapa este un dispozitiv cu un element de supapă rotativ 1, montat într-o carcasă divizată 2, care are canale pentru trecerea gazului. Punctele de interfață ale pieselor macaralei trebuie sigilate pentru a asigura etanșeitatea maximă posibilă. Etanșarea se realizează cu o unsoare specială de grafit - etanșant, fabricată în conformitate cu TU 301-04-003-9. Etanșarea defectuoasă duce la scurgerea gazului natural în timpul funcționării sobei, care, în condițiile unui spațiu limitat al spațiilor casnice, este explozivă și periculoasă de incendiu, în plus, ecologia (habitatul uman) este încălcată.
În conformitate cu următoarele cerințe sunt stabilite la testarea etanșeității unei supape de închidere. Testele sunt efectuate cu aer comprimat la o presiune de (15000±20) Pa, deoarece presiuni mai mari pot deteriora lubrifiantul de etanșare. Scurgerile de aer nu trebuie să depășească 70 cm3/h. Volumul admisibil al canalelor de comutare și capacitățile dispozitivului de control nu este mai mare de (1 ± 0,1) dm3. Timp de control 120 s.
Scurgeri de aer comprimat în laborator, în conformitate cu controlul recomandat folosind un dispozitiv volumetric (Fig. 1.2). Dispozitivul este format dintr-o biuretă de măsurare 1, căreia i se alimentează aer sub presiune prin canalul 2, un vas de rezervă 3, un vas 4 pentru menținerea nivelului necesar și un punct de conectare pentru robinetul de testare 5. Se permite controlul folosind alte dispozitive, al căror lux nu îl depășește pe cel al dispozitivului volumetric ± 10 cm3/h. Controlul scurgerilor se realizează prin măsurarea volumului de apă deplasat.
Fitingurile de gaz de presiune medie și înaltă, care trebuie testate pentru etanșeitate, includ supape pneumatice, întrerupătoare, clapete reglabile și alte dispozitive ale echipamentelor pneumatice, ale căror modele tipice sunt prezentate în fig. 1.3 și 1.4. Pe fig. 1.3 prezintă o supapă pneumatică cu bobină cilindrică tip P-ROZP1-S, o supapă pneumatică cu robinet plat tip B71-33
canalul 1 pentru semnalul de control, bobină 2, corp 3, capac cu canalul 4 de conectare la atmosferă, canalul de lucru 5 și inelul de etanșare 6. În fig. 1.4 prezintă un distribuitor pneumatic de macara cu bobină plată tip B71-33, constând dintr-un corp 1, un capac 2, o bobină rotativă plată 3, un mâner 4, o rolă 5, canale de lucru 6, 7, 8, 9, a canalul 10 care se conectează cu atmosfera și un canal pentru alimentarea cu aer comprimat 11. Prezența scurgerilor reglate în echipamentele pneumatice se explică prin faptul că modelele sale conțin bobine plate, bobine cilindrice cu un spațiu de etanșare, supape și dispozitive de macara, care implică scurgeri. de aer comprimat dintr-o cavitate in alta sau scurgeri in atmosfera prin goluri si scurgeri . Valoarea de scurgere admisibilă a unui anumit dispozitiv pneumatic este stabilită de dezvoltator pe baza GOST și este indicată în specificațiile sale tehnice. Valorile de scurgere admisibile pentru diferite tipuri de dispozitive pneumatice la presiunea nominală a aerului comprimat setată pentru acest dispozitiv sunt date în tabelul 1.1. Echipamentele pneumatice sunt utilizate în sistemele de control ale diferitelor echipamente industriale, prin urmare, scurgerea crescută a mediului de lucru și, ca urmare, o scădere a presiunii poate duce la defectarea dispozitivului sau poate provoca o funcționare falsă, adică poate duce la o urgență, defectarea echipamentului.
La testarea etanșeității echipamentelor pneumatice, apar dificultăți din cauza varietății de modele, a unei game largi de scurgeri admisibile a mediului indicator (0,0001 ... 0,004) m3 / min; diferite valori ale presiunii de testare (0,16...1,0) MPa și timp de control (de la zeci de secunde sau mai mult). În plus, contaminarea mediului indicator (aer comprimat) nu trebuie să depășească clasa 1 conform GOST 17433-91, temperatura ambiantă 20±5C. Eroarea instrumentelor de măsurare și control, prin care se determină cantitatea de scurgere, nu trebuie să depășească ± 5%. Pentru controlul etanșeității echipamentelor pneumatice se folosesc senzori de presiune (dispozitive de semnalizare) și echipamente special concepute. O analiză a acestor dispozitive este dată în Secțiunea 1.4.
Investigarea sensibilității controlului etanșeității prin metoda compresiei cu un cut-off
Sensibilitatea testului de scurgere este cea mai mică scurgere de gaz de testare care poate fi măsurată în timpul testării produsului. Tabelul 2.2 Dependențe de timp pentru diferite secvențe de moduri de ieșire a gazului dintr-o cameră oarbă Variante ale raportului de presiune Secvența modificărilor modurilor de ieșire în șocul de proces tranzitoriu, adică cu scurgeri de gaz corespunzătoare prin scurgerile din obiectul de testat. Să exprimăm scurgerea de gaz Y în termenii debitului masic G. Să presupunem că, indiferent de regimul de ieșire a gazului, la o valoare de conductivitate f scurgerea este egală cu Ud, iar la o conductivitate / scurgerea este egală cu U. Pentru un regim supercritic turbulent, după înlocuirea formulelor (2.5) în (2.15), se obține: Cu aceeași durată de testare /, - (în urma transformării (2.19) și (2.20) obținem relația (2.21) Înlocuind (2.21) în (2.18), se obține relația Deoarece în (2.23) LU va avea aceeași valoare absolută, indiferent de relațiile Ud U sau Ud U, atunci pentru a simplifica calculele presupunem că Ud U. Atunci ( 2.23) poate fi reprezentat ca o expresie - răspunsul de presiune pA la modificarea scurgerii AC.Dacă, în funcție de (2.25), valoarea Art este luată egală cu pragul de sensibilitate pp al dispozitivului de măsurare manometric , atunci obținem o formulă pentru determinarea celei mai mici modificări a scurgerii Uch, care poate fi înregistrată în timpul controlului etanșeității prin metoda studiată. În conformitate cu definiția, această valoare pe U, este sensibilitatea controlului etanșeității prin metoda compresiei cu decuplare în modul supercritic turbulent
Transformarea (2.25) în raport cu p0 face posibilă obținerea unei expresii pentru determinarea presiunii de încercare în funcție de sensibilitatea controlului de etanșeitate Uch în regim turbulent supercritic.metoda de compresie cu cut-off în regim turbulent subcritic Transformarea (2.36) relativ la p0 vă permite să obțineți o expresie pentru determinarea presiunii de încercare în funcție de sensibilitatea Uch a controlului etanșeității în modul subcritic turbulent 2.41) și (2.42) obținem relația
Investigarea metodei de comparare cu alimentarea continuă a presiunii de încercare Prevederile generale și schema de testare a etanșeității prin metoda de comparare cu întreruperea sursei de gaz de testare sunt discutate în Secțiunea 1.3.2. Cu toate acestea, după cum a arătat analiza, o metodă de comparare cu o furnizare continuă de presiune de testare este promițătoare pentru cercetări ulterioare. Acest lucru se datorează faptului că fitingurile de închidere, distribuție și comutare de gaz în condiții reale funcționează la presiune de funcționare constantă și, conform caracteristicilor tehnice, permit o anumită cantitate de scurgere. Prin urmare, pentru a testa etanșeitatea acestei clase de dispozitive, este recomandabil să se folosească schema de control cu o alimentare continuă a presiunii de testare, ca fiind cea mai potrivită pentru condițiile reale de funcționare a acestora. În plus, este eliminată necesitatea întreruperii sursei de presiune în timpul fiecărui test, ceea ce simplifică foarte mult proiectarea dispozitivului de control și facilitează automatizarea procesului de testare. 2.3.1 Diagrama de control al etanșeității conform metodei de comparare cu alimentarea continuă a presiunii de încercare este o diagramă care explică controlul etanșeității conform metodei de comparare cu alimentarea continuă a presiunii de încercare. Circuitul este format dintr-o linie de măsurare IL și o linie de presiune de referință EL, ale căror intrări sunt conectate la o sursă comună de presiune de testare pQ, iar ieșirile sunt conectate la atmosferă. Linia de presiune de referință conține o rezistență pneumatică de intrare (accelerare) cu o conductivitate /J, o capacitate cu un volum reglabil Ge și o rezistență pneumatică de ieșire cu o conductivitate reglabilă /2, care sunt concepute pentru a regla circuitul. Linia de măsurare conține o rezistență pneumatică de intrare cu o conductivitate /t și un obiect de testare RO, care poate fi reprezentat ca un recipient cu un volum de Ki, având o scurgere echivalentă cu rezistența pneumatică cu o conductivitate f4. Liniile de măsurare și de referință formează o punte de măsurare pneumatică. Compararea presiunilor în liniile circuitului se realizează cu ajutorul unui dispozitiv de măsurare a manometrului diferenţial, care este inclus în diagonala punţii pneumatice. În această schemă, dispozitivul de măsurare are o conductivitate /= 0, astfel încât presiunea /r și pH-ul din linii nu depind unul de celălalt. Fiecare linie a circuitului reprezintă o capacitate de debit. La verificarea etanseitatii conform schemei prezentate in fig. 2.2, scurgerea este înțeleasă ca debitul volumic de gaz prin toate scurgerile obiectului de testat în starea de echilibru a fluxului de gaz de testare în liniile circuitului. Acest mod corespunde aceluiași flux de masă de gaz prin rezistența de intrare și de ieșire din linie.
Tehnica pentru studiul schemelor de control al etanseitatii
S-a realizat un studiu experimental folosind mostre industriale în serie de supape de închidere pentru sobe de uz casnic pe gaz (la presiune de testare scăzută), echipamente de închidere și distribuție pentru automatizări pneumatice (la presiune de încercare medie și mare), precum și modele de scurgeri. În acest caz s-a folosit următoarea metodă: 1. Lungimea conductei pneumatice de la ieșirea unității de preparare a aerului până la stabilizatorul w Fig. 3.3 Echipamente speciale pentru cercetare experimentală: a - capacitate variabilă; b - accelerație cu diametrul de 0,1 mm; c - scurgeri de control: 1 - cilindru; 2 - capac; 3 - piston; 4 - blocare volum; 5 - racord de admisie; 6 - racord de evacuare; 7 - clemă; 8 - presiunea tubului înlocuibil (diametrul intern 0,1 mm) la intrarea instalației experimentale nu a fost mai mare de 1,5 m. 3. Contaminarea gazului de testare nu a depășit cerințele clasei 1 conform GOST 17433-80. 4. Setarea valorii presiunii de încercare furnizată modelelor de circuite și dispozitivului de control al etanșeității a fost efectuată prin reglarea șurubului stabilizatorului de presiune al montajului experimental. 5. Măsurarea presiunii de încercare la intrarea modelelor de circuit și a dispozitivului de control al etanșeității a fost efectuată cu manometre exemplare de clasa 0,4 cu limite de măsurare 0 ... 1; 0...1,6; 0...4 kgf/cm. 6. Măsurarea presiunii în liniile de referință și de măsurare a modelelor de circuit și a dispozitivului de control al etanșeității a fost efectuată cu manometre exemplificative de clasa 0,4 cu limite de măsurare de 0...1; 0...1,6; 0...4 kgf/cm și un micromanometru lichid cu o eroare relativă de măsurare de 2%. 7. În studiile la presiune medie (până la 1,5 kgf/cm „0,15 MPa) și înaltă (până la 4,0 kgf/cm” 0,4 MPa), scurgerea necesară a fost stabilită cu ajutorul clapetelor reglabile, calibrate în prealabil de rotametru cu o relativă eroare de măsurare de 2,5%. 8. În studiile la presiune de încercare scăzută (până la 0,3 kgf / cm "" ZOkPa), scurgerea necesară a fost stabilită prin intermediul scurgerilor de control realizate sub formă de capilare metalice cu fante din alamă L63 (Fig. 3.3, c). capilarele au fost obținute prin forarea unor găuri cu diametrul de 1 mm și aplatizarea ulterioară a secțiunii de capăt cu o lungime de „20 mm. Calibrarea scurgerilor de control a fost efectuată cu aer la o presiune de 15 kPa folosind un dispozitiv volumetric cu o eroare relativă. de 2%.setarea capacităților egale în linii - prin intermediul capacităților variabile (reglabile). 10. Măsurarea căderii de presiune între linii în modelul dispozitivului de control a fost efectuată cu un manometru diferenţial cu o eroare relativă de măsurare de 2% şi limite de măsurare de 0 ... 25 kPa şi 0 ... 40 kPa. 11. La luarea caracteristicilor de timp, timpul a fost numărat folosind un cronometru electronic cu o eroare relativă de măsurare de 0,5%. 12. Măsurătorile parametrilor relevanți (pu, Ap, I) pentru fiecare caracteristică studiată sau parametru al modelului de circuit sau dispozitiv de control al scurgerilor au fost efectuate cu repetarea citirilor de cel puțin 5 ori. 13. Prelucrarea rezultatelor fiecărui experiment a fost efectuată prin găsirea valorilor medii ale parametrilor pentru fiecare experiment. Pe baza datelor obținute s-au construit caracteristicile corespunzătoare. Descrierea punctelor metodologiei pentru studiul caracteristicilor individuale este dată în secțiunile relevante ale acestui capitol. Investigarea caracteristicii p = /(/) a liniilor circuitului de control al etanșeității Pentru a testa modelul matematic acceptat (2.48) și performanța circuitului de control al scurgerilor, realizate pe baza metodei de comparare cu alimentarea continuă a presiunea de încercare, a fost efectuat un experiment pentru a determina caracteristica p = f(J) - modifică presiunea în liniile sale în timpul controlului la presiune de încercare mare și scăzută, care sunt utilizate în controlul etanșeității în diferite fitinguri de gaz. Secțiunea 2.3.1 a arătat că această schemă de control conține două linii, fiecare dintre acestea putând fi reprezentată ca un rezervor de curgere. Studiul a folosit o configurație experimentală prezentată în fig. 3.2, precum și recomandările din Capitolul 2 ca toți parametrii liniilor de măsurare și de referință ale circuitului să fie egali, astfel încât experimentul a fost efectuat numai cu linia de măsurare. Pentru aceasta, supapele 15 care conectează linia de referință la sursa de presiune de testare și linia de măsurare la manometrul de presiune diferențială 14 au fost închise.
Pentru a determina caracteristica p = /(/) a capacității de curgere a conductei la o presiune de încercare mare, s-a folosit un manometru standard 8 cu o limită superioară de măsurare de 4,0 kgf/cm (400 kPa) clasa 0,4 și un cronometru electronic. Următorii parametri au fost stabiliți în experiment: presiunea de testare/?o=400 kPa; valoarea de scurgere a aerului U = 1,16-10-5 m3/s; volumul total al rezervorului de curgere și canalelor pneumatice este de V „0,5 dm3. Cantitatea de scurgere de aer Y a fost stabilită de o clapetă variabilă 10 de tip P2D.1M calibrată în funcție de rotametru, în timp ce scurgerea de control 9 a fost blocată de supapa 15. În intervalul de creștere intensivă a presiunii, citirile manometrului 8 au fost luate după 10 s. Pentru a construi caracteristica experimentală p = /(/), valorile medii aritmetice din cinci experimente au fost luate ca valori ale modificării presiunii.
Recomandări pentru proiectarea echipamentelor automate...
Să luăm în considerare principalele etape ale proiectării tehnice a echipamentelor automate pentru controlul etanșeității. În prima etapă, se efectuează o analiză tehnologică a gamei și volumului unui lot de produse. În același timp, trebuie luat în considerare faptul că numărul de produse dintr-un lot trebuie să fie suficient de mare (dacă este posibil, să corespundă producției la scară medie și mare) pentru a asigura încărcarea necesară a echipamentului de control proiectat fără a acestuia. reajustare. Dacă producția este multiprodus, iar dimensiunea lotului este mică, atunci se recomandă combinarea produselor din diferite loturi și tipuri de producție în grupuri, conform specificațiilor generale pentru controlul etanșeității, ceea ce permite utilizarea unei singure scheme de control și instrumente, precum și gruparea în funcție de modele similare a carcasei de produse și a canalelor de intrare ale acestora, ceea ce permite utilizarea elementelor comune de etanșare, a dispozitivelor de încărcare și fixare în proiectare. Aici este, de asemenea, necesar să se analizeze adecvarea modelelor de produse și cerințele condițiilor tehnice pentru testele lor de etanșeitate pentru a automatiza această operațiune. Gruparea rațională a produselor vă permite să proiectați echipamente cu performanță maximă și reajustare minimă pentru a controla diferite tipuri de produse. De exemplu, dispozitivele pneumoautomate de înaltă presiune pot fi grupate după aceleași specificații pentru controlul scurgerilor de aer comprimat (prin presiunea de testare de 0,63 MPa și 1,0 MPa, precum și aceeași scurgere admisă), conform unui design similar al admisiei canal pneumatic, care permite utilizarea în echipamentul dezvoltat în primul caz, a unui bloc de control comun, iar în al doilea, a aceluiași dispozitiv de etanșare (capăt sau buză interioară). Această etapă este finalizată prin determinarea performanței echipamentului proiectat, un exemplu al cărui calcul este luat în considerare în secțiunea
În a doua etapă a proiectării, se determină necesitatea reconfigurarii dispozitivului proiectat, care ar trebui să includă: capacitatea sistemului de control de a funcționa ținând cont de diferiți timpi pentru testarea produselor sub presiune; reconfigurarea unității de control și măsurare pentru diferite valori admisibile ale scurgerilor de gaz de testare, precum și pentru diferite niveluri de presiune de testare. Apoi, este necesar să se facă alegerea unei metode de control și a mijloacelor de implementare a acesteia. Condițiile tehnice preliminare pentru efectuarea controlului de etanșeitate trebuie luate în considerare atunci când se analizează termenii de referință. Aici, de regulă, ar trebui să se acorde preferință dispozitivelor de control și măsurare tipice, cu gamă largă. Dar, în unele cazuri, se recomandă dezvoltarea unei unități de control specială care să îndeplinească pe deplin cerințele mașinii proiectate sau ale mașinii semi-automate, de exemplu, în conformitate cu cerințele privind reajustarea dispozitivului, intervalul de presiune de testare. Exemple de calcul și aplicare a echipamentelor de control sunt discutate în secțiunile 4.3 și 4.4.
La a treia etapă de proiectare, este selectat nivelul de automatizare și reconfigurabilitate a întregului dispozitiv. Mașinile de testare a scurgerilor includ dispozitive care efectuează întregul proces de control al etanșeității, inclusiv sortarea, precum și încărcarea și descărcarea produselor fără participarea unui operator. Dispozitivele automate (semiautomate) pentru controlul etanșeității includ dispozitive la care participă operatorul. Poate efectua, de exemplu, încărcarea - descărcarea produsului testat, sortarea în „Bun” și „Reject” conform informațiilor unității de control și măsurare, dotată cu un element de înregistrare automată. În acest caz, controlul general al dispozitivului, inclusiv acționarea dispozitivului de transport, strângerea - deblocarea (fixarea), etanșarea produsului, întârzierea de control și alte funcții sunt efectuate automat. Schemele prospective pentru automatizarea controlului etanșeității prin metoda manometrică sunt luate în considerare în Secțiunea 4.2.
După evaluarea nivelului de automatizare, următoarea sarcină importantă este selectarea și analiza diagramei de aspect, care ar trebui să fie desenată la scară. Vă permite să aranjați rațional toate dispozitivele echipamentului proiectat. Aici, o atenție deosebită trebuie acordată alegerii poziției de încărcare - descărcarea produsului, traiectoria mișcării echipamentului de încărcare. Problemele sunt legate de faptul că produsele încărcate (obiectele de testare), de regulă, au o configurație spațială complexă, deci este dificil de orientat, capturat și reținut. Din acest motiv, este necesară crearea unor echipamente speciale de orientare și încărcare și descărcare, ceea ce nu este întotdeauna acceptabil din motive economice, astfel încât încărcarea manuală poate fi o soluție rațională. Ca o soluție adecvată a problemei, se recomandă să se ia în considerare utilizarea manipulatoarelor și roboților industriali. În secțiune sunt date exemple de selecție și calcul al parametrilor unor echipamente auxiliare
Următoarea etapă importantă de proiectare este alegerea unui sistem de control și sinteza unei scheme de control. Aici, trebuie să respectați recomandările și metodele de dezvoltare a sistemelor de control pentru echipamentele de proces date în literatură. Alegerea unei scheme de preparare a aerului este destul de simplă, deoarece este bine dezvoltată din punct de vedere tehnic și acoperită în literatură. Dar subestimarea importanței acestei probleme poate duce la o contaminare sporită a aerului comprimat (impurități mecanice, apă sau ulei) utilizat ca gaz de testare, ceea ce va afecta serios acuratețea controlului și fiabilitatea echipamentului în ansamblu. Cerințele pentru aerul utilizat în dispozitivele pneumatice de control și măsurare sunt stabilite în GOST 11662-80 „Aer pentru furnizarea de dispozitive pneumatice și echipamente de automatizare1”. În acest caz, clasa de poluare nu trebuie să fie mai mică decât cea de-a doua, în conformitate cu GOST. 17433-80.
Atunci când alegeți o schemă de alimentare cu presiune de testare, trebuie să luați în considerare stabilizarea obligatorie a acesteia cu precizie ridicată, necesitatea conectării la o masă rotativă a ceasului sau la alte echipamente mobile, precum și furnizarea simultană a unui număr mare de unități de control. Aceste probleme sunt discutate pe exemplul unui banc automat de testare a scurgerilor din Secțiunea 4.4.
În etapa finală, se efectuează o evaluare expertă a proiectului unui dispozitiv automat pentru controlul etanșeității. Aici este indicat să se evalueze colegial proiectul, după anumite criterii, cu implicarea specialiștilor din departamentul unde se preconizează implementarea dispozitivului dezvoltat. Apoi se efectuează o evaluare economică a proiectului. Pe baza concluziilor făcute, se iau decizii finale privind dezvoltarea în continuare a documentației de lucru, crearea și implementarea unui dispozitiv automat sau automatizat de control al etanșeității pentru acest proiect.
Kavalerov, Boris Vladimirovici
Comitetul de Stat pentru Supraveghere al URSS
pentru desfășurarea în siguranță a muncii în industria nucleară
REGULI ȘI REGLEMENTĂRI ÎN ENERGIE NUCLEARĂ
METODA UNIFICATĂ PENTRU CONTROLUL MATERIALELOR DE BAZĂ (PRODUSE SEMIFABRITATE), IMBINĂRILOR SUDATE ȘI SUPRAFEȚEI ECHIPAMENTELOR ȘI TUBILOR CNEI
Controlul etanșeității.
metode de gaz.
PNAE G-7-019-89
1. DISPOZIȚII GENERALE
1.1. Controlul etanșeității structurilor și componentelor acestora se efectuează pentru a detecta scurgerile din cauza prezenței fisurilor traversante, lipsei de fuziune, arsurilor etc. în îmbinări sudate şi materiale metalice.
1.2. Controlul etanșeității se bazează pe utilizarea substanțelor de testat și înregistrarea pătrunderii acestora prin scurgeri în structuri folosind diverse dispozitive - detectoare de scurgeri și alte mijloace de înregistrare a unei substanțe de testat.
1.3. În funcție de proprietățile substanței de testat și de principiul înregistrării acesteia, controlul se realizează prin metode gazoase sau lichide, fiecare dintre acestea incluzând o serie de metode care diferă în tehnologia de implementare a acestui principiu de înregistrare a substanței de testat. Totodată, în funcție de metoda utilizată, în timpul controlului de etanșeitate se determină locația scurgerii sau scurgerea totală (gradul de scurgere). Lista metodelor aplicate și metodelor de control este prezentată în Tabelul 1
1.4. Amploarea unei scurgeri sau a unei scurgeri totale este estimată prin fluxul de aer prin scurgere sau prin toate scurgerile prezente în produs, în condiții normale, de la atmosferă la vid. Rapoartele unităților de debit sunt date în apendicele 1 de referință.
1.5. Sistemul de control este înțeles ca o combinație de anumite metode și moduri de control și metoda de pregătire a produsului pentru control.
1.6. Sensibilitatea de prag a sistemului de control este caracterizată de valoarea scurgerilor minime detectate sau a scurgerilor totale.
2. CLASIFICAREA SI SELECTAREA SISTEMELOR DE CONTROL SUCURERI
2.1. Toate sistemele de control sunt împărțite în funcție de sensibilitate în cinci clase de etanșeitate prezentate în tabel. 2.
2.2. Clasa de etanșeitate este stabilită de organizația de proiectare (proiectare) în conformitate cu cerințele Regulilor de control actuale, în funcție de scopul, condițiile de funcționare ale produsului și fezabilitatea metodelor de control și pregătire atribuite acestei clase și este indicată. în documentația de proiectare.
2.3. Alegerea unui sistem de control specific este determinată de clasa de etanșeitate atribuită, caracteristicile structurale și tehnologice ale produsului, precum și indicatorii tehnici și economici de control.
2.4. În conformitate cu clasa de etanșeitate atribuită, controlul se efectuează în conformitate cu tehnologia diagramelor de flux de control, care indică metode specifice de control și pregătire a produsului pentru control. În cazul abaterilor de la cerințele acestei metodologii, documentele trebuie să fie convenite cu organizația de lider în domeniul științei materialelor din industrie.
3. ECHIPAMENTE ŞI MATERIALE
3.1. La testarea etanșeității, echipamentele, instrumentele și materialele trebuie selectate în conformitate cu anexele de referință 2 și 3. Este permisă utilizarea echipamentelor, instrumentelor și materialelor interne și importate care nu îndeplinesc cerințele prezentului document și nu sunt specificate în anexe.
3.2. Parametrii și caracteristicile tehnice ale echipamentelor, instrumentelor și materialelor utilizate pentru testarea scurgerilor trebuie să respecte valorile pașapoartelor, standardele și specificațiile de stat.
3.3. Instrumentele sunt supuse verificării metrologice, în pașapoartele cărora sunt indicate sfera și natura verificărilor. Verificările sunt efectuate de organele Gosstandart la întreprinderile respective. Frecvența verificărilor se efectuează în conformitate cu cerințele pașaportului pentru dispozitiv.
3.4. Detectoarele de scurgeri, indiferent de metoda de control aleasă, trebuie setate la sensibilitatea optimă în conformitate cu instrucțiunile din descrierea tehnică și instrucțiunile de funcționare a acestora.
4. METODE DE CONTROL DE ETANCHEITATE PE GAZ
4.1. Cerințe pentru pregătirea suprafeței structurilor supuse controlului etanșeității prin metode gazoase
4.1.1. Dacă se aplică un strat de protecție pe suprafața produsului, a unității de asamblare, acesta trebuie efectuat înainte de operațiunea specificată.
Notă
. În caz de imposibilitate tehnică, este permisă efectuarea după aplicarea straturilor de protecție, care trebuie specificate în documentația de producție și tehnică (PTD).
4.1.2. Suprafața produselor, unitățile de asamblare, îmbinările sudate ale produselor care trebuie verificate pentru etanșeitate nu trebuie să aibă urme de rugină, ulei, emulsie și alți contaminanți.
4.1.3. Contaminanții organici din zonele accesibile ale suprafeței produsului trebuie îndepărtați prin spălare cu solvenți organici, urmată de înclinarea produsului sau barbotarea solventului turnat. Volumul de solvent care trebuie turnat trebuie să fie de cel puțin 100% din volumul liber al produsului.
4.1.4. Alcoolul, acetona, spiritul alb, benzina, freon-113 sau alți solvenți organici ar trebui să fie utilizați ca lichide de curățare, asigurând eliminarea de înaltă calitate a contaminanților organici.
4.1.5. După curățare, solventul trebuie scurs și cavitatea produsului trebuie suflată cu aer curat și uscat până când mirosul solventului este complet îndepărtat.
4.1.6. Calitatea curățării trebuie controlată prin ștergerea suprafeței controlate cu o cârpă albă curată, fără scame, urmată de inspecția acesteia. Absența murdăriei pe țesătură indică o curățare de calitate a suprafeței.
4.1.7. Cu indicația corespunzătoare în procesul tehnic, calitatea curățării trebuie controlată prin examinarea suprafeței produsului sau îmbinării sudate în lumină ultravioletă, iar dacă suprafața este inacceptabilă pentru inspecție în lumină ultravioletă, o bucată de calicot după ștergând suprafața cu ea. Absența petelor luminoase pe suprafața controlată sau a unei bucăți de calico grosier atunci când este iluminată cu lumină ultravioletă indică o curățare de înaltă calitate a suprafeței.
4.1.8. Operația finală de pregătire - uscarea suprafeței produselor și a cavităților posibile prin defecte de la umiditate și alte medii lichide - trebuie efectuată imediat înainte de testul de etanșeitate. După uscare, pentru a menține puritatea produselor, lucrul trebuie efectuat în salopete curate (haine sau salopete) și mănuși din țesătură de in.
4.1.9. Ca mijloace de încălzire ar trebui folosite cuptoarele electrice, inductoarele, încălzitoarele, instalațiile, standurile de abur etc. Pentru încălzire, puteți utiliza metoda rezistenței electrice folosind curent alternativ sau continuu.
4.1.10. La uscare fara evacuare, timpul de mentinere la temperatura ceruta trebuie sa fie de cel putin 5 minute. Temperatura este determinată de clasa de etanșeitate dată.
4.1.11. Dacă este imposibil să se verifice etanșeitatea produselor imediat după uscare, este permisă păstrarea produsului uscat timp de cel mult 5 zile. in urmatoarele conditii:
- zonele controlate trebuie protejate de contaminare și medii lichide prin materiale de protecție;
- umiditatea aerului atmosferic nu trebuie să se condenseze pe suprafața produsului controlat. Pentru a preveni fenomenul de condensare a umezelii (de exemplu, atunci când produsele sunt aduse într-o încăpere în care temperatura aerului este mai mare decât temperatura suprafeței produsului, temperatura aerului din cameră scade, atunci când produsul este răcit când este furnizat gazul de testare dintr-un cilindru), este necesar să se ia măsuri, ghidate de tabele de referință ale raporturilor de temperatură aerul ambiant, umiditatea relativă și absolută. De exemplu, la o umiditate relativă a aerului de 80% și o temperatură de 20°C, temperatura de suprafață a produsului nu trebuie să fie mai mică de 17°C;
- umiditatea din camera pentru depozitarea produselor uscate nu trebuie să depășească 80%.
4.1.12. Dacă este necesar să transportați produse, ar trebui exclusă posibilitatea contaminării și condensului de umiditate pe suprafața produsului.
4.2. Testarea scurgerilor cu detectoare de scurgeri cu heliu
4.2.1. Sensibilitatea pragului detectorilor de scurgeri de heliu și metodelor de control. Scara de lucru.
4.2.1.1. Sensibilitatea pragului detectorilor de scurgeri este caracterizată de debitul minim al substanței de testat pe care detectorul de scurgeri îl poate înregistra. Sensibilitatea pragului detectorilor de scurgeri de heliu trebuie să fie de cel puțin 1,3,10-10 m3* Pa/s (1,10-6 l×µm Hg/s). Sensibilitatea pragului metodei de control este caracterizată de debitul sau cantitatea minimă de substanță de testat, care este fixată în schema de control.
4.2.1.2. Sensibilitatea pragului detectorilor de scurgeri de heliu este determinată la începutul fiecărei ture, conform metodei prezentate în apendicele 4.
4.2.1.3. Sensibilitatea pragului metodei de control se determină după testarea produsului, a unui lot de produse similare sau a unui simulator, al cărui design este în concordanță cu HOMO, conform metodei prezentate în apendicele 5.
4.2.1.4. Sensibilitatea pragului camerei cu vid (heliu) și metodelor de vid termic ar trebui să fie de cel puțin 6,7,10-10 m3 × Pa / s (5,10-6 l × μm Hg / s), metode de suflare cu heliu și sonda de heliu - cel puțin 6 , 7,10-9 m3 x Pa/s (5,10-5 L x umHg).
4.2.1.5. Dacă pragul de sensibilitate al metodei de control este sub valorile specificate în clauza 4.2.1.4, atunci produsul sau lotul de produse trebuie reinspectat.
4.2.1.6. Un semn al prezenței unui defect direct este o creștere a citirilor instrumentului peste citirile medii de fond cu o valoare egală cu diferența dintre valorile de fond maxime și minime din circuitul de testare. Această valoare nu trebuie să depășească 50 mV pentru toate metodele de control (cu excepția metodei sondei) și 100 mV pentru metoda sondei.
Note
:
1. Citirile medii de fond înainte de începerea testului prin orice metodă nu trebuie să depășească 2/3 din scara de lucru.
2. Dacă citirile de fond depășesc valoarea specificată, trebuie utilizat un circuit de compensare de fond.
4.2.2. Metoda heliului (camera cu vid).
4.2.2.1. Esența metodei cu heliu sau cu camera de vid constă în faptul că produsul controlat este plasat într-o cameră metalică etanșă. Un detector de scurgeri este conectat la cameră sau produs printr-un sistem auxiliar de pompare, după care heliul este furnizat sub presiune în cameră (metoda cu camera cu heliu) sau către produs (metoda cu camera de vid). În prezența unei scurgeri, heliul, ca urmare a unei căderi de presiune, intră în volumul evacuat conectat la detectorul de scurgeri. Schema de control prin metoda camerei cu vid este prezentată în Fig.1.
Orez. 1. Schema de instalare pentru control prin metoda camerei de vid
1 - detector de scurgeri de heliu,
2 - scurgere,
3 - cilindru cu argon,
4 - camera,
5 - produs,
6 - manovacuummetru,
7 - cutie de viteze,
8 - balon cu heliu,
9 - pompa de vid,
10 - supapă de vid,
11 - scurgere calibrată
4.2.2.2. La proiectarea și fabricarea unei camere cu heliu (vid), trebuie luate în considerare următoarele cerințe:
- pentru a accelera pomparea, se recomandă ca forma camerei să fie cilindrică (se permite fabricarea camerei conform configurației de proiectare);
- trebuie asigurată etanșeitatea conexiunilor cu flanșă, precum și etanșeitatea ieșirii din structură în sine sau adaptorul tehnologic de la structură la cilindrul de heliu;
- structura controlată nu trebuie să intre în contact cu suprafața interioară a camerei.
4.2.2.3. Procedura de control:
- produsul controlat este preparat în conformitate cu cerințele subsecțiunii. 4.1;
- produsul este plasat într-o cameră metalică, a cărei suprafață interioară este pre-curățată și uscată;
- după etanșarea capacului camerei și instalarea unui manometru, cavitatea camerei (produs) este pompată la o presiune reziduală de 7 - 8 Pa [(5-6) .10 -2 mm Hg. Artă.;
- înainte de a umple produsul controlat (camera) cu heliu, cavitatea acestuia este preliminar pompată la o presiune nu mai mare de 700-1400 Pa (5-10 mm Hg);
- după atingerea presiunii reziduale necesare în cameră (produs), supapa de admisie a detectorului de scurgeri se deschide și sistemul auxiliar de pompare este oprit;
- în cazul unei scăderi treptate a presiunii în camera spectrometrului de masă, este necesar să se furnizeze azot uscat în camera spectrometrului de masă folosind scurgeri de reglare;
- în cazul creșterii presiunii în camera spectrometrului de masă, este necesară deschiderea parțială a supapei sistemului auxiliar de pompare sau închiderea supapei de admisie a detectorului de scurgeri;
- heliu sau un amestec aer-heliu se alimentează în cavitatea produsului (camerului) în proporțiile stabilite de harta tehnologică pentru control;
- ținând produsul (camera) sub presiune.
4.2.2.4. Durata de expunere a produsului (camera) sub presiune trebuie să fie de cel puțin 5 minute la un volum aspirat de până la 0,1 m3, de la 0,1 la 0,5 m3 - cel puțin 10 minute, mai mult de 0,5 până la 1,5 m3 - nu mai puțin de 15 minute, peste 1,5 până la 3,5 m3 cel puțin 20 minute, peste 3,5 - 40 minute.
4.2.2.6. Heliul trebuie îndepărtat prin suflarea în cavitatea produsului (cameră) cu aer comprimat uscat sau prin pompare.
Este permisă colectarea heliului îndepărtat pentru a fi utilizat în controlul ulterior.
4.2.2.5. Dacă este necesar să controlați o secțiune a unui produs sau o îmbinare sudată separată, este permisă instalarea unei camere locale pe secțiunea controlată sau a unei îmbinări sudate.
Procedura de control este similară cu cea specificată în clauza 4.2.2.3.
Durata expunerii la presiune este stabilită în funcție de volumul pompat în conformitate cu clauza 4.2.2.4.
4.2.2.7. La verificarea sudurii de inchidere a produsului, produsul este evacuat si se introduce heliu in cavitatea produsului, urmata de sudarea cusaturii de inchidere in flux de heliu. După sudare, este necesar să testați cusătura de închidere folosind metoda camerei cu vid local. Durata controlului este determinată de volumul camerei în conformitate cu clauza 4.2.2.4.
4.2.2.8. Cuantificarea debitului total al substanței de testat prin scurgerile din produs trebuie efectuată în conformitate cu metoda descrisă în apendicele 6 (referință).
4.2.3. O metodă de presurizare a carcasei închise cu heliu.
4.2.3.1. Metoda de control de presare a cochiliilor închise constă în faptul că produsul sau cusătura de închidere este plasată într-o cameră specială în care se creează presiunea heliului. Dacă există o scurgere în cusătură, heliul pătrunde în volumul închis al produsului. În continuare, produsul este controlat prin acumularea de heliu într-o cameră cu vid în care este plasat produsul.
4.2.3.2. Se recomandă verificarea etanșeității sudurii de închidere prin testare la presiune pentru produse cu volume mici (până la 10 l).
4.2.3.3. Controlul trebuie efectuat în următoarea secvență:
- produsul este plasat într-o cameră de testare a presiunii și ținut sub presiune de heliu pentru un anumit timp;
- după testarea presiunii, produsul este scos din cameră, suprafața exterioară a produsului este suflată cu aer comprimat sau azot pentru a îndepărta heliul și ținută în aer timp de 1-2 ore;
- înainte de instalarea produsului, cavitatea internă a camerei atașată la detectorul de scurgeri este pompată cu o pompă auxiliară. Citirile de fond ale dispozitivului de iesire a detectorului de scurgeri sunt inregistrate la o presiune in camera de 1 - 7 Pa [(1 - 5) .10 -2 mm Hg. Art.] cu pompa auxiliara oprita;
- produsul presat cu heliu este plasat într-o cameră de vid și camera cu produsul este pompată la o presiune de cel mult 1-7 Pa, pompa auxiliară este oprită și heliul se acumulează în cameră timp de cel puțin 1 oră , după care se deschide supapa de admisie a detectorului de scurgeri și se înregistrează citirile detectorului de scurgeri.
- Depășirea semnalului dispozitivului de ieșire al detectorului de scurgeri cu 1 V sau mai mult peste citirile de fundal este un semn al unei scurgeri în cusătura de închidere a produsului.
Notă
. Pentru a exclude un fond crescut de heliu în timpul procesului de testare, este interzisă utilizarea camerei în care produsul a fost presat cu heliu.
4.2.3.4. Durata testării de presiune a produsului cu heliu ar trebui să fie de cel puțin 120 ore la o presiune de 1,106 Pa (10 kgf/cm2), cel puțin 50 de ore la 2,106 Pa (20 kgf/cm2), cel puțin 13 ore la 5,105 Pa (50 kgf/cm2).
4.2.4. Metoda de testare a vidului termic.
4.2.4.1. Esența testelor constă în faptul că produsul care trebuie controlat este încălzit într-o cameră de vid la o temperatură de 380 - 400 ° C la o presiune în interiorul și în exteriorul produsului nu mai mare de 0,1 Pa (10 -3 mm Hg) , și apoi controlat când heliul este furnizat în articolul încălzit sau în camera în care este plasat.
4.2.4.2. Procedura de control:
- produsul este pregătit pentru control în conformitate cu punctele 4.1.1 - 4.1.7;
- produsul este plasat într-o cameră metalică;
- camera și cavitatea internă a produsului sunt evacuate la o presiune nu mai mare de 0,1 Pa (10 -3 mm Hg);
- produsul este încălzit în cuptoare sau dispozitive de încălzire la o temperatură de 380 - 400 ° C și menținut la această temperatură timp de 3 - 5 minute. Viteza de încălzire este determinată prin menținerea unei presiuni constante în cameră și a produsului nu mai mare de 0,1 Pa (10 -3 mm Hg) și designul produsului;
- supapa de admisie a detectorului de scurgeri se deschide atunci când grupul de pompare al camerei (sau al produsului) este oprit în același timp.
- Citirile de fundal stabile ale detectorului de scurgeri sunt fixate;
- heliul este furnizat produsului controlat (sau camerei) până la presiunea necesară;
- produsul (camera) este menținut sub presiune, în timp ce citirile detectorului de scurgeri sunt înregistrate. Durata expunerii este selectată în conformitate cu clauza 4.2.3.4;
- după răcire la o temperatură care nu depășește 50°C, camera se deschide.
4.2.5. Metoda sondei cu heliu.
4.2.5.1. Esența metodei constă în faptul că produsul este umplut cu heliu sau cu un amestec de heliu-aer la o presiune peste cea atmosferică, după care suprafața exterioară a produsului este controlată de o sondă specială conectată printr-un furtun metalic sau de cauciuc în vid. la un detector de scurgeri. Ca urmare a diferenței de presiune, heliul pătrunde prin defectul existent și intră în camera spectrometrului de masă al detectorului de scurgeri prin sonda și furtun. Un anumit design al vârfului sondei, realizat în conformitate cu profilul suprafeței controlate, vă permite să determinați locația defectului de trecere în produs. Vârful sondei trebuie să acopere zona de verificat în lățime cu cel puțin 5 mm pe fiecare parte. Dacă lățimea duzei este mai mică, atunci controlul trebuie efectuat în mai multe treceri.
Schema de control prin metoda sondei cu heliu este prezentată în fig. 2 
Orez. 2. Schema de instalare pentru control prin intermediul unei sonde
1 - detector de scurgeri de heliu,
2 - lampă cu termocuplu,
3 - furtun de vid,
4 - pompa de vid,
5 - (Notă de la webmaster: nimic pentru 5)
6 - produs,
7 - sonda,
8 - manovacuummetru,
9 - balon cu heliu
4.2.5.2. La verificarea prin metoda sondei, se folosesc sonde-captoare reglabile cu o duză conică cu un volum de cel mult 1 mm3 și o distanță a unui ac de blocare reglabil de suprafața controlată de cel mult 5 mm. Una dintre opțiunile posibile de proiectare este un dispozitiv de captare a sondei conform fig. 358-00-00 și 358-01-00.
4.2.5.3. Următoarele cerințe se aplică unei instalații de testare a sondei cu heliu:
- toate conexiunile instalatiei trebuie verificate cu sonda in pozitie inchisa prin suflare;
- partea din instalație destinată furnizării de heliu a produsului controlat trebuie testată folosind metoda sondei cu heliu la o presiune a heliului de cel puțin 1,5 P, unde P este presiunea heliului în timpul controlului;
- in cazul folosirii unui furtun din cauciuc de vid pentru conectarea sondei la detectorul de scurgeri, furtunul trebuie spalat pentru a reduce separarea gazelor cu o solutie alcalina (15%), apa curenta curata, apa distilata si uscata cu alcool rectificat. Suprafața exterioară a furtunului este șters cu ulei de ricin;
- lungimea liniei care conectează sonda la detectorul de scurgeri trebuie să fie minimă. posibil. Lungimea maximă a liniei este determinată de clauza 4.2.1.4 atunci când se evaluează sensibilitatea metodei conform apendicelui 5.
4.2.5.4. Controlul trebuie efectuat în următoarea secvență:
- cu sonda 7 închisă (vezi fig. 2), furtunul 3 este evacuat de pompa de vid 5 timp de 15–20 de minute;
- sonda este reglată astfel încât atunci când pompa de vid auxiliară și pompele detectoare de scurgeri funcționează împreună, presiunea reziduală măsurată de lampa de termocuplu 2 instalată la flanșa detectorului de scurgeri este de 25 - 30 Pa [(1,8-2,2) .10-1 mm Hg. Sf.]. Setarea presiunii de lucru în furtunul care conectează sonda la detectorul de scurgeri trebuie efectuată simultan prin reglarea sondei și a supapei de intrare a detectorului de scurgeri;
- o pompă cu o viteză de pompare de 1 - 3 l / s trebuie utilizată ca pompă auxiliară. Dacă se folosește o pompă cu o viteză de pompare mai mare, supapa 4 trebuie închisă, asigurând viteza de pompare corespunzătoare;
- produsul pregătit pentru testare, după astuparea orificiilor și ieșirilor cu flanșă, este pompat la o presiune nu mai mare de 700 - 1400 Pa (5-10 mm Hg);
- heliu și un amestec heliu-aer (nu mai puțin de 50% heliu) sunt furnizate produsului la excesul de presiune necesar în timpul testării.
Puteți vedea o ilustrare a metodei în videoclip:
Note:
1. Dacă este imposibilă pomparea preliminară a conductelor sau a produselor de tip cameră, este permisă purjarea cavității cu heliu până când aceasta apare la ieșirea conductei sau a produsului. Aspectul heliului este fixat cu o sondă prin creșterea citirilor dispozitivului deasupra fundalului cu 100 mV și mai mult.
2. Pentru a obține o concentrație de heliu de cel puțin 60% sub o presiune de 0,1 MPa (1 kgf/cm2), după purjarea cavității cu heliu, heliul este furnizat produsului sau conductei la o presiune de 0,1 MPa (1 kgf/ cm2). Pentru a obține o concentrație de heliu de cel puțin 75%, presiunea este redusă la presiunea atmosferică și heliul este din nou furnizat la o presiune de 0,1 MPa.
3. Pentru produsele cu cavități fără margini, care exclud posibilitatea purjării și aspirării, timpul de menținere pentru atingerea concentrației necesare de heliu se determină experimental în fiecare caz specific pe un simulator.
4.2.5.5. Controlul se efectuează prin deplasarea sondei de-a lungul suprafeței produsului cu o viteză constantă egală cu 0,10 - 0,15 m/min:
- la mișcare, sonda trebuie să fie în contact direct cu suprafața controlată. Scoaterea sondei de pe suprafața controlată cu 5 mm reduce detectarea defectelor de 10 - 15 ori;
- controlul ar trebui să înceapă cu părțile inferioare ale produsului cu o tranziție treptată către partea superioară.
4.2.6. Metoda de suflare cu heliu.
4.2.6.1. Esența metodei constă în faptul că elementul testat este conectat la un detector de scurgeri, evacuat la o presiune care permite deschiderea completă a supapei de admisie a detectorului de scurgeri, după care suprafața exterioară a articolului este suflată cu un jet de heliu.
Dacă există o scurgere în produs, heliul intră în cavitatea acestuia și este fixat de un detector de scurgeri.
Schema de control prin metoda de suflare este prezentată în fig. 3. 
Orez. 3. Schema instalatiei pentru controlul metodei de suflare
1 - detector de scurgeri de heliu,
2 - scurgere,
3 - scurgere de heliu,
4 - pompa de vid,
5 - cilindru cu argon,
6 - supapă de vid,
7 - produs,
8 - suflantă,
9 - camera cu heliu
4.2.6.2. Controlul trebuie efectuat în următoarea secvență:
- pregătite în conformitate cu cerințele subsecțiunii. 4.1 se evacuează produsul la o presiune de 7 - 8 MPa [(5 - 6) .10 -2 mm Hg. Artă.];
- când supapa de admisie a detectorului de scurgeri este deschisă pentru produs, sistemul de pompare auxiliar este oprit și suprafața exterioară a produsului este suflată cu heliu. Dacă este imposibil să se mențină presiunea necesară în camera spectrometrului de masă cu sistemul auxiliar de pompare oprit, este permis să se efectueze controlul cu supapa sistemului de pompare auxiliară neînchisă sau deschisă complet, în timp ce se determină sensibilitatea conform anexei. 5 ar trebui să fie în aceeași poziție a supapei;
- fluxul de aer trebuie pornit de la punctele de conectare a sistemului auxiliar de pompare la detectorul de scurgeri; apoi produsul în sine este suflat, începând de la secțiunile sale superioare cu o tranziție treptată la cele inferioare;
- la prima etapă a testării, se recomandă instalarea unui jet puternic de heliu, care acoperă imediat o suprafață mare la suflare. Dacă se detectează o scurgere, reduceți jetul de heliu astfel încât să fie ușor simțit când aduceți pistolul de suflare la buze și determinați cu precizie locația defectului. Viteza de deplasare a suflantei pe suprafata controlata este de 0,10-0,15 m/min; la verificarea produselor de volum și lungime mare, este necesar, ținând cont de timpul de întârziere a semnalului, reducerea vitezei de suflare;
- în prezența unor defecte mari și în imposibilitatea de a obține vidul necesar în produs pentru a deschide complet supapa de admisie a detectorului de scurgeri cu sistemul auxiliar de pompare oprit, ar trebui găsite defecte prin sistemul auxiliar de pompare pornit. După detectarea defectelor mari și eliminarea acestora, se efectuează un control repetat pentru a găsi defecte cu o cantitate mică de scurgere.
4.2.6.3. Pentru a controla întreaga suprafață a produsului sau o parte a acestuia în unele cazuri, suprafața controlată este acoperită cu o husă moale. Heliul este furnizat sub capac într-o cantitate aproximativ egală cu volumul spațiului de sub capac.
Durata de expunere a produsului sub husă este de 5-6 minute.
4.2.6.4. Metoda de suflare poate fi utilizată pentru a controla elementele structurale deschise. Pentru implementarea lui se vor folosi ventuze cu vid, suprapuse sau fixate pe suprafata controlata din partea opusa celei suflate. Unul dintre modelele camerei este prezentat în Fig. 4. Modurile de testare sunt specificate la 4.2.6.2. 
Orez. 4. Construcția camerei de aspirație
1- capac,
2- clădire,
3- garnituri de cauciuc,
4- proiectare,
5- conducta,
6- îmbinare sudata
4.3. Testarea scurgerilor cu detectoare de scurgeri cu halogen. Metoda sondei atmosferice cu halogenuri
4.3.1. Reglarea detectorilor de scurgeri, determinarea și testarea sensibilității pragului detectorilor de scurgeri cu halogenură trebuie efectuate folosind scurgeri de halogenuri calibrate în conformitate cu descrierea tehnică și cu instrucțiunile de utilizare ale dispozitivului producătorului.
4.3.2. Esența metodei sondei cu halogenuri constă în faptul că produsul testat, evacuat în prealabil, este umplut cu freon sau un amestec de freon cu aer la o presiune peste cea atmosferică. Ca urmare a scăderii de presiune, freonul pătrunde prin scurgerea existentă și este captat de sonda detector de scurgeri conectată printr-un cablu electric la unitatea de măsurare a detectorului de scurgeri.
4.3.3. Schema de instalare pentru control prin metoda sondei cu halogen este prezentată în fig. 5. 
Orez. 5. Schema de instalare pentru control prin metoda sondei cu halogen:
1 - cilindru cu freon;
2 - reductor;
3 - pompa de vid;
4 - manovacuummetru;
5 - supapă;
6 - produs;
7 - bloc de măsurare al detectorului de scurgeri;
8 - sonda de la distanță a detectorului de scurgeri
Instalația de injectare a freonului în produsul controlat trebuie verificată pentru etanșeitate cu un detector de scurgeri cu halogen la o presiune de vapori saturați de halon la temperatura de testare.
4.3.4. Procedura de control:
- după astuparea orificiilor și ieșirilor cu flanșă cu dopuri traversante și oarbe, produsul este pompat la o presiune reziduală de cel mult 700 - 1400 Pa (5 - 10 mm Hg);
- prin închiderea supapei, pompa de vid este oprită și freonul este furnizat produsului la excesul de presiune necesar în timpul testării;
- în cazul imposibilității evacuării prealabile a conductelor, se permite deplasarea aerului cu freon cu fixarea prezenței freonului la capătul îndepărtat al conductei. Apoi, freonul este injectat în conductă pentru a se asigura că concentrația de freon în conductă este de cel puțin 50%;
- pentru produsele de tip cameră, injecția de freon este permisă fără pomparea produsului, cu condiția ca concentrația de freon în produs să fie de cel puțin 50%;
- controlul se realizează prin deplasarea sondei de la distanță de-a lungul suprafeței produsului cu o viteză constantă;
- atunci când se deplasează, sonda trebuie să fie la distanța minimă posibilă de suprafață. Scoaterea sondei de pe suprafața controlată cu 5 mm reduce detectarea defectelor de 10 - 15 ori;
- controlul ar trebui să înceapă cu secțiunile superioare ale produsului cu o tranziție treptată la cele inferioare.
4.3.5. Moduri de control prin detectoare de scurgeri cu halogen:
viteza de mișcare a sondei pe suprafața produsului nu trebuie să depășească 0,10 - 0,15 m/min;
presiunea freon-12 sau freon-22 trebuie să respecte instrucțiunile din desenele de lucru sau din schema de control pentru control. Presiunea freonului din produs trebuie să fie mai mică decât presiunea vaporilor saturați.
Notă
. Presiunea vaporilor saturați de freon-12 și freon-22, în funcție de temperatură, este dată în Anexa 7 de referință.
4.3.6. După control, freonul trebuie îndepărtat din structură în afara camerei de lucru prin pompare la o presiune reziduală de 130 - 650 Pa (1 - 5 mm Hg). După aceea, aerul trebuie admis în produsul controlat și re-pompat la aceeași presiune.
Notă
. Evacuarea dublă a produsului controlat la o presiune reziduală de 130 - 650 Pa garantează un conținut rezidual de freon-12 nu mai mult de 0,01 mg/l, iar freon-22 - nu mai mult de 0,006 mg/l.
4.4. Test de scurgere cu bule
4.4.1. Metoda pneumatica prin umflare cu aer.
4.4.1.1. Esența metodei constă în faptul că produsul controlat este umplut cu gaz de testare sub presiune în exces. Pe suprafața exterioară a produsului se aplică o compoziție de spumă. Gazul de testare la scurgeri provoacă formarea de bule în formula de spumă (bule sau spargeri în pelicula de săpun atunci când se utilizează emulsie de săpun; coconuri de spumă sau rupturi în peliculă când se utilizează o formulă de polimer).
4.4.1.2. Procedura de control:
- în produsul controlat se creează suprapresiunea necesară a gazului de testare;
- Cu o perie de păr moale sau un pulverizator de vopsea, se aplică o compoziție spumoasă pe suprafața controlată a produsului și se efectuează observarea vizuală.
Notă
. Componentele formulărilor de spumă sunt date în Anexa 8 (informativă).
4.4.1.3. Timpul de monitorizare a stării suprafeței la aplicarea emulsiei de săpun nu este mai mare de 2 - 3 minute după aplicarea acesteia pe suprafață.
4.4.1.4. Când se aplică o compoziție polimerică pentru a detecta defecte mari (mai mult de 1,10 -4 m 3 Pa / s), inspecția trebuie efectuată imediat după aplicarea compoziției polimerice. Pentru a detecta micile defecte, timpul de inspecție trebuie să fie de cel puțin 20 de minute din momentul aplicării compoziției. Coconii de spumă sunt păstrați în timpul zilei.
4.4.2. Metoda acvariului pneumohidraulic.
4.4.2.1. Esența metodei constă în faptul că produsul, care este umplut cu gaz sub presiune, este scufundat într-un lichid. Gazul care scapă la scurgeri din produs provoacă formarea de bule în lichid.
4.4.2.2. Controlul se efectuează în următoarea secvență:
- produsul controlat este plasat într-un recipient;
- o presiune de testare a gazului de testare este creată în produs;
- lichidul este turnat în recipient la un nivel de cel puțin 100 - 150 mm deasupra suprafeței controlate a produsului.
4.4.2.3. Un semn al unei scurgeri în produs este formarea de bule de aer care plutesc pe suprafața lichidului, formându-se periodic pe o anumită zonă a suprafeței produsului sau o linie de bule.
4.4.3. metoda vacuumului cu bule.
4.4.3.1. Esența metodei constă în faptul că, înainte de instalarea camerei de vid, zona controlată a structurii este umezită cu o compoziție de spumă, se creează un vid în cameră. În locurile cu scurgeri se formează bule, coconuri sau ruperi de peliculă, vizibile prin partea superioară transparentă a camerei.
4.4.3.2. Pentru a asigura controlul complet al întregii îmbinări sudate, camera de vid este instalată astfel încât să se suprapună cu cel puțin 100 mm pe secțiunea controlată anterior a sudurii.
Camera de vid poate avea o formă diferită în funcție de proiectarea produsului controlat și de tipul îmbinării sudate. Pentru îmbinările sudate cap la cap a structurilor din tablă se realizează camere plane, pentru suduri în col - suduri în col, pentru a controla sudurile circumferențiale ale conductelor, se pot realiza camere inelare. Una dintre opțiunile posibile pentru proiectarea camerei de vid este prezentată în Fig. 6. 
Orez. 6. Schema unei camere de vid pentru controlul etanșeității:
1 - garnituri de cauciuc;
2 - corpul camerei;
3 - fereastra;
4 - supapă de vid;
5 - scurgere în îmbinarea sudată
6 - garnituri de cauciuc
4.4.3.3. Controlul se efectuează în următoarea secvență:
- se aplică o compoziție de spumă pe zona controlată a structurii deschise;
- pe zona controlată este instalată o cameră de vid;
- se creează o presiune de 2,5 - 3,10 4 Pa (180 - 200 mm Hg) în camera de vid;
- timpul de la momentul aplicării compoziției până la momentul inspecției nu trebuie să depășească 10 minute;
- inspecția vizuală a zonei controlate se efectuează prin partea superioară transparentă a camerei.
Notă . În cazul aplicării în controlul compoziției polimerului, modelul defectelor se păstrează timp de o zi.
4.5. Controlul etanșeității prin metoda manometrică (prin cădere de presiune)
4.5.1. Pentru a efectua controlul prin metoda manometrică, produsul este umplut cu gaz de testare la o presiune peste cea atmosferică și păstrat un anumit timp.
4.5.2. Timpul de testare a presiunii și a presiunii este stabilit de specificațiile tehnice pentru produs sau documentația de proiect (proiect).
4.5.3. Produsul este considerat etanș dacă scăderea de presiune a gazului de testare în timpul menținerii sub presiune nu depășește normele stabilite prin specificațiile tehnice sau documentația de proiect (proiect).
4.5.4. Presiunea gazului este măsurată cu manometre de clasa de precizie 1,5 - 2,5 cu o limită de măsurare cu 1/3 mai mare decât presiunea de testare a presiunii. Pe conducta de alimentare trebuie instalată o supapă de închidere pentru a regla alimentarea cu gaz.
4.5.5. O evaluare cantitativă a scurgerii totale este efectuată conform formulei
Unde
V- volumul intern al produsului si elementelor sistemului de testare, m3;
DR- modificarea presiunii gazului de testare în timpul încercării de presiune, Pa;
t- timp de presare, s.
Rezumat disertație pe tema „Automatizarea controlului etanșeității supapelor de gaz pe baza metodei de testare manometrică”
Ca manuscris
Barabanov Viktor Ghenadievici
AUTOMATIZAREA CONTROLULUI ETANCHEITĂȚII ARMATURILOR DE GAZ PE BAZĂ METODEI DE ÎNCERCARE MANOMETRICE
Specialitatea 05 13 06 - Automatizare si control tehnologic
procese și industrii (industrie)
dizertaţii pentru gradul de candidat în ştiinţe tehnice
Volgograd - 2005
Lucrarea a fost efectuată la Universitatea Tehnică de Stat din Volgograd.
Consilier științific - doctor în științe tehnice, profesor
Serdobindev Yuri Pavlovici.
Oponenți oficiali: doctor în științe tehnice, profesor
Chaplygin Eduard Ivanovici.
Candidat la științe tehnice, profesor asociat Yarmak Vladimir Alekseevich.
Organizație de conducere - Biroul central de proiectare al întreprinderii unitare de stat federale „TITAN”, Volgograd
Mulțumiri speciale sunt exprimate doctorului în științe tehnice, profesor 1Dipershtein Mihail Borisovici! pentru ajutor la disertație.
Apărarea va avea loc "2.?" Iunie_2005 la ore la o ședință a consiliului de disertație K 212.028 02 la Universitatea Tehnică de Stat din Volgograd la adresa: 400131, Volgograd, Bulevardul Lenina, 28.
Teza poate fi găsită în biblioteca Universității Tehnice de Stat din Volgograd.
Secretar științific al consiliului de disertație ^^ „Bykov Yu. M.
1 și DESCRIEREA GENERALĂ A OPERĂRII
Relevanța subiectului. În producția industrială de fitinguri de închidere, distribuție, comutare de gaz, documentația de reglementare și tehnică existentă pentru acceptarea acesteia reglementează controlul sută la sută al fitingurilor de gaz parametrul „etanșeitate” crește fiabilitatea, siguranța și respectarea mediului înconjurător a tuturor echipamentelor în care este folosit.
Dezvoltarea teoriei și practicii moderne a controlului etanșeității este subiectul cercetării lui Zazhigin A. S., Zapunny A. I., Lanis V. A., Levina L. E., Lembersky V. B., Rogal V. F., Sazhina S. G., Trushchenko A. A., Fadeeva M. A., Analymana L. științific S. tehnic iar literatura de brevete a arătat că nouă metode și mai mult de o sută de dispozitive de control automate au fost dezvoltate pentru testarea etanșeității produselor folosind doar un mediu de testare gazos. Cu toate acestea, informațiile despre automatizarea controlului etanșeității supapelor de gaz se reflectă în principal în materialele brevetate. În același timp, nu există date despre studiul lor în literatura științifică și tehnică. Acest lucru se datorează faptului că există probleme și limitări semnificative în dezvoltarea și implementarea mijloacelor de monitorizare a etanșeității fitingurilor de gaz. Majoritatea metodelor și mijloacelor de control de înaltă precizie pot fi aplicate economic doar într-o producție unică sau la scară mică de produse de dimensiuni mari, în care trebuie asigurată etanșeitatea completă. Fitingurile de gaz, de exemplu, echipamentele de automatizare pneumatică, supapele de închidere pentru sobele de uz casnic, de regulă, sunt de dimensiuni mici și este permisă scurgerea mediului de lucru în ele, iar volumele sale de producție nu sunt mai mici decât cele de serie. În același timp, controlul etanșeității fitingurilor de gaz este un proces laborios, îndelungat și complex, prin urmare, alegerea unei metode de testare a etanșeității este determinată de posibilitatea de a crea echipamente de control și sortare automate, performante. pe baza ei.
Pe baza analizei principalelor caracteristici ale metodelor de testare a etanșeității la gaz, s-a ajuns la concluzia că este promițătoare utilizarea metodei de comparație și a metodei de compresie pentru automatizarea controlului etanșeității fitingurilor la gaz, care implementează metoda de testare manometrică. În literatura științifică și tehnică, s-a acordat puțină atenție acestor metode din cauza sensibilității relativ scăzute a metodei de testare manometrică, totuși, se observă că aceasta este cel mai ușor automatizată. În același timp, nu există metode de calcul și recomandări pentru alegerea parametrilor dispozitivelor de control al etanșeității realizate prin metoda comparației cu alimentare continuă cu presiune de încercare, care este cel mai în concordanță cu funcționarea fitingurilor de gaz sub presiune constantă. În acest sens, prelucrarea și studiul mijloacelor de monitorizare a etanșeității fitingurilor de gaz ^ 4g "^ IP" ZHNTSH!
echipamentul de sortare este o sarcină științifică și practică urgentă. Relevanța lucrării este confirmată de implementarea acesteia în cadrul proiectului de cercetare al bugetului de stat nr. 35-53 / 302-99 „Cercetarea proceselor de control și management automat al sistemelor neliniare complexe”.
Obiectiv. Dezvoltarea și studierea mijloacelor de monitorizare a etanșeității fitingurilor de gaz, pentru care este permisă o anumită scurgere a mediului de lucru, și crearea pe această bază a dispozitivelor de control și sortare automate performante, precum și elaborarea de recomandări pentru calculul și proiectarea acestora.
Pentru a atinge acest obiectiv, au fost rezolvate următoarele sarcini:
1. Determinați modelele matematice pentru metodele selectate de implementare a metodei manometrice de testare a etanșeității, care să permită stabilirea și investigarea dependențelor pentru parametrii principali ai circuitelor corespunzătoare acestor metode de testare și identificarea celei mai promițătoare metode de realizare a supapei de gaz. dispozitive de control al etanșeității bazate pe acesta.
2. Efectuați un studiu teoretic al caracteristicilor temporale ale circuitelor de control al etanșeității pentru metoda de compresie cu întrerupere a presiunii de încercare și metoda de comparare cu alimentarea continuă a presiunii de încercare, ceea ce va face posibilă determinarea modalităților de reducere a duratei controlului .
3. Realizarea dezvoltării unui set-up experimental și a modelelor experimentale care să ne permită investigarea preciziei, caracteristicilor statice și dinamice ale dispozitivelor de control al etanșeității.
5. Să realizeze elaborarea de scheme și structuri standard care asigură automatizarea controlului etanșeității supapelor de gaz prin metoda manometrică, precum și a algoritmilor pentru calcularea automată a parametrilor de funcționare și a elementelor structurale ale acestora.
Metode de cercetare. Studiile teoretice au fost efectuate pe baza legilor dinamicii gazelor, a metodelor de matematică computațională folosind instrumente de calcul moderne. Studiile experimentale au fost efectuate folosind procesarea statistică a rezultatelor măsurătorilor și calcule probabilistice.
Noutate științifică:
Sunt propuse expresii matematice care stabilesc dependența timpului de control al etanșeității prin metoda comparației cu alimentarea continuă a presiunii de încercare de valoarea acestei presiuni, valoarea scurgerii controlate, parametrii de proiectare ai liniilor de referință și de măsurare a dispozitiv de control în diferite moduri gaz-dinamice „p: funcția sa”.
Dependențe analitice ale presiunii de măsurare de valoarea scurgerii controlate, sensibilitatea controlului de etanșeitate prin metoda de comparare a valorii presiunii de încercare și scurgerea în diferite moduri de debit de gaz la inductele de intrare ale liniilor de control dispozitivul sunt obținute.
Valoare practica:
S-a dezvoltat proiectarea senzorului de etanșeitate cu performanțe îmbunătățite pentru automatizarea metodei de testare manometrică, protejat de brevetul RF nr. 2156967, și o metodă de calcul a acestuia.
Sunt dezvoltate modele ale unui stand automat cu mai multe poziții pentru controlul scurgerilor prin metoda de comparare cu alimentarea continuă a presiunii de testare și a dispozitivelor sale principale, protejate de brevetele RF nr. 2141634, nr. 2194259; se propun metode de calcul şi recomandări pentru alegerea parametrilor de funcţionare ai acestor structuri.
Sunt propuși algoritmi pentru selectarea și calcularea automată a parametrilor dispozitivelor destinate automatizării controlului etanșeității prin metoda de testare manometrică.
Se depun spre apărare următoarele:
Caracteristicile temporale ale circuitului de control al etanșeității conform metodei de comparare cu alimentarea continuă a presiunii de încercare și a rezultatelor cercetării lor teoretice și experimentale.
Rezultatele unui studiu teoretic al influenței valorii presiunii de încercare, a valorii de scurgere asupra sensibilității controlului etanșeității prin metoda de comparație și o evaluare comparativă a sensibilității acestei metode cu sensibilitatea metodei de compresie de control al etanșeității.
Rezultatele studiilor privind caracteristicile statice, dinamice și de precizie ale dispozitivului de control al etanșeității prin metoda comparației cu alimentarea continuă a presiunii de încercare.
Model matematic al proceselor fizice care au loc în senzorul de etanșeitate cu metoda de testare manometrică și metoda de calcul a acesteia
Noile modele ale unui stand automat cu mai multe poziții pentru controlul etanșeității, un senzor de etanșeitate cu performanțe îmbunătățite, care asigură automatizarea controlului etanșeității folosind o metodă de testare manometrică.
Aprobarea lucrării. Principalele rezultate ale lucrării de disertație au fost raportate și discutate la a IV-a Conferință internațională științifică și tehnică „Tehnica și tehnologia asamblarii mașinilor” (Rzeszow, Polonia).
2001), la conferința panrusă cu participare internațională „Procese tehnologice progresive în inginerie mecanică” (Tolyatti, 2002), la a VI-a conferință științifică și tehnică tradițională a țărilor CSI „Procese și echipamente pentru producția de mediu” (Volgograd, 2002). ), la conferința internațională „Problemele actuale de proiectare și suport tehnologic al producției de mașini” (Volgograd, 2003), la conferința interregională științifică și tehnică „Tehnologii progresive și automatizare în industrie” (Volgograd, 1999), la conferințe tineri oameni de știință din regiunea Volgograd (Volgograd, 1997-2004), la conferințele științifice anuale ale Universității Tehnice de Stat din Volgograd (1997-2005).
Publicare. Principalele materiale ale disertației au fost publicate în 21 de publicații, inclusiv 3 brevete ale Federației Ruse.
Volumul de muncă. Lucrarea de disertație este prezentată pe 158 de pagini de text dactilografiat, ilustrate cu 44 de figuri, 7 tabele și constă dintr-o introducere, 4 capitole, concluzii generale, o listă de referințe din 101 titluri și 2 aplicații pe 18 pagini.
În introducere este fundamentată relevanța lucrării, conținutul acesteia este precizat pe scurt.
Primul capitol conține termenii și definițiile principali utilizați în studiu. Se observă că controlul etanșeității fitingurilor de gaz care funcționează sub presiune este un tip de încercare nedistructivă, care constă în măsurarea sau evaluarea scurgerii totale a unei substanțe de testat care pătrunde prin scurgeri pentru comparare cu valoarea de scurgere admisă. În acest studiu, obiectele de testare includ dispozitive industriale pneumoautomate care funcționează sub presiune de până la 1,0 MPa și supape de închidere pentru sobele de gaz menajere care funcționează la presiuni de până la 3000 Pa. Sunt luate în considerare caracteristicile de monitorizare a etanșeității fitingurilor de gaz. Pe baza unei analize a literaturii științifice, tehnice și de brevete, se propune o clasificare a metodelor de testare a etanșeității la gaze și a mijloacelor de implementare a acestora. Sunt prezentate recenzii și analize ale modelelor cunoscute de senzori, sisteme automate și dispozitive pentru monitorizarea etanșeității, ceea ce a făcut posibilă tragerea unei concluzii despre avantajele și perspectivele utilizării metodei de testare manometrică pentru a crea mijloace de control automat al fitingurilor de gaz.
Pe baza celor de mai sus se formulează scopul și obiectivele cercetării teoretice și experimentale.
Al doilea capitol tratează aspecte legate de studiul teoretic al dependențelor de timp și de evaluarea sensibilității în controlul etanșeității prin metoda comparației cu alimentarea continuă a presiunii de încercare.
Se determină posibilele moduri de curgere prin etanșeitate în prezența scurgerilor în obiectele de testare luate în considerare (fittinguri de gaz), care pot fi laminare și turbulente.
Figura 1, a prezintă o diagramă care explică controlul etanșeității prin metoda de comparare cu alimentarea continuă a presiunii de încercare. Linia de presiune de referință conține o rezistență pneumatică de intrare (choke) cu o capacitate de conducție cu un volum reglabil și o rezistență pneumatică de ieșire cu o conductivitate reglabilă /2, care sunt concepute pentru a regla circuitul. Linia de măsurare conține o rezistență pneumatică de intrare cu o conductivitate de /3 și un obiect de testare RO, care poate fi reprezentat ca un recipient cu un volum de Va, care are o scurgere echivalentă cu debitul de gaz prin rezistența pneumatică cu o conductivitate de /4. Compararea presiunilor în liniile circuitului se realizează cu ajutorul unui dispozitiv de măsurare a presiunii diferențiale al DUT. Fiecare linie a circuitului reprezintă o capacitate de debit.
Dependențele grafice ale schimbării presiunii în liniile de măsurare și de referință ale acestei scheme de control al etanșeității sunt prezentate în fig. 1b. Pe-
Orez. 1 Controlul etanșeității conform metodei de comparație a - schema de control, b - dependențe grafice.
zona întunecată, limitată de valorile presiunii p0 și pr, este aria corespunzătoare scurgerii admisibile.La limita inferioară a zonei (graficul 1), este stabilită linia presiunii de referință pe. Dacă nu există nicio scurgere în produsul controlat, atunci presiunea la starea de echilibru din linia de măsurare va fi egală cu presiunea de testare pp-p0 și coincide cu limita superioară a zonei umbrite (graficul 2). Dacă scurgerea este în intervalul permis, atunci presiunea constantă p "u în linia de măsurare va fi în zona umbrită (graficul 3), raportul dintre pb și pu după timpul de control ¡k poate fi apreciat în funcție de cantitatea de gaz scurgeri și, în consecință, asupra etanșeității produsului testat.
Se obțin ecuații pentru capacitatea de debit cu bobine de intrare și ieșire, corespunzătoare:
1 condiție limită pentru tranziția de la fluxul turbulent la flux laminar la un șoc laminar de intrare, în funcție de scurgere
unde Ru este presiunea constantă în rezervorul de curgere, este diametrul clapetei de admisie;
condiția limită pentru trecerea de la fluxul laminar la cel turbulent la șocul laminar de ieșire, în funcție de scurgere
RLRg-RshG- 3.314-10"(2)
unde ¡2 este lungimea bobinei de ieșire;
condiția limită pentru tranziția de la fluxul turbulent la fluxul laminar la șocul de admisie turbulent, în funcție de scurgere
2 8.536-10" P0----
Dependențele pentru calcularea intervalelor de timp sunt determinate pentru diferite moduri de debit de gaz la inductele de intrare și de ieșire din rezervorul de curgere, pe baza cărora, precum și ecuațiile (1.3), dependențele pentru calcularea timpului de control prezentate în tabel. 1. Se adoptă următoarele denumiri în aceste dependenţe: pl - presiunea la limită pentru clapetea de intrare; pt2 - presiunea la limită pentru accelerația de ieșire
Ca urmare a studierii dependenței r = f(/?)-timp de încercare de presiunea din rezervorul de curgere, s-a constatat că pentru a reduce timpul de control al etanșeității în circuitele realizate după metoda de comparație este necesar : de a reduce presiunea de testare; setați volumele liniilor de referință și de măsurare egale și cât mai mici posibil; setați durata controlului egală cu timpul pentru a atinge o presiune constantă în linia de referință.
Se calculează formulele pentru determinarea sensibilității lui Y, controlul etanșeității prin metoda comparației:
în modul subcritic turbulent la accelerația de intrare
\Pm, + P* Po-Pyy, unde Ue, p^ - presiunea de scurgere și starea de echilibru în linia de referință, pi - presiunea corespunzătoare pragului de sensibilitate al dispozitivului manometric diferenţial;
în regim de curgere laminar la şocul de intrare
Tabelul 1 Dependențe de timp pentru calcularea timpului de control
Opțiuni pentru raportul de presiune
Secvența schimbării regimurilor de curgere la zgurele de intrare și de evacuare în procesul tranzitoriu
Dependențe de timp
Rp > Ru Ru > 2 p, Ra * 4p „ Ra<2рл
1.turbulent supercritic-laminar -> 2.turbulent supercritic-turbulent subcritic-» Turbulent supercritic-turbulent supercritic-^ 4.turbulent subcritic-turbulent supercritic
■ ar^!^- - - 2ct -
- (0,5yaAt - 1p | D? -2A, y [W) - A 1p | * t - 0,5 | +
la,. .1-^- +<7-9,2 2ЙТ 12
Marea Britanie, \ 2 , „ , | ?!
puntea clapetei de admisie în flux turbulent,
*, „ = - H),
/V) >> y Ru >2/"., L,
1. turbulent supercritic-laminar ->
2 turbulent supercritic - turbulent supercritic -» 3turbulent subcritic - turbulent supercritic
-(0,5 * 4, - 1p | D5- 2kt + A 1p | Lt - 0,5 | -
A 1n|*7 - 2^ + m 1n
Dependențe grafice 4 ale sensibilității de presiune corespunzătoare scurgerii admisibile, Y, =f(pd) pentru metoda de compresie de control al etanșeității I Uch =F(Pz) pentru controlul etanșeității conform metodei de comparație la diferite valori rp
У„,х10 m/s
Un „Da”
sunt prezentate în fig. 3 și uneori 3 34 36 38 4
personal p0 - în fig. 4. Când se compară- Fig 3 Grafice "^ „¿^^ y, ^); ! _
evaluarea nitientiala a sensibil- ^ = 3000 Pa, 2- /, n = 2000 Pa. Grafice ale dependenței controlului etanșeității com- uch = Ф^): 3^p = 3000 Pa; 4-Pp = 2000Sh.
Х10"*m" /s/
R>"RF>
folosind metoda presiunii și metoda de comparare studiată, s-a stabilit că, cu parametri de lucru similari 3 5, aceeași presiune de încercare și pragul de sensibilitate al unui dispozitiv de măsurare manometric de 2"5, sensibilitatea circuitelor de comandă realizată 1,5 conform metoda de comparație) mai mare în medie cu 40%.
Pe baza rezultatelor studiului teoretic 3 3,2 3,4 3,6 3,8
cercetarea metodei 4 Grafice ale dependenţei Y„ =<р (рд):1-
comparație cu alimentarea continuă - ^ - 5 -u "Pa; 2-pn \u003d 4,5-10511a; 3-d, \u003d 4-105Pa.
a cărui presiune de încercare _ . ., / \ . ,
Graficele 1aniimoS1 și U = F (p ",): 4 p" = 5 -10 Pa, vă sunt propuse recomandări; ^"
alegerea parametrilor ca bază pentru 5 - p0 = 4,5 10 Pa; 6~ro =410 Pa. dezvoltarea metodelor de calcul şi proiectare a dispozitivelor de monitorizare a etanşeităţii fitingurilor de gaz conform acestei metode.
Al treilea capitol prezintă rezultatele unui studiu experimental al caracteristicilor statice și dinamice ale circuitului de control al etanșeității conform metodei de comparație.
Studiul a fost realizat pe un stand special de laborator, care este dotat cu instrumentele de măsurare necesare și asigură pregătirea aerului comprimat pentru puritatea și stabilizarea presiunii în intervalul necesar, precum și pe un montaj experimental care permite simularea dispozitivelor de control al etanșeității și investigarea caracteristicilor acestora. Un studiu experimental a fost efectuat conform metodologiei dezvoltate folosind mostre în serie de robinete de închidere pentru sobe de uz casnic pe gaz (la presiune de testare scăzută), echipamente pneumatice (la presiune de testare medie și mare), precum și modele de scurgeri.
Pentru a testa funcționalitatea circuitului de control al etanșeității, realizată prin metoda comparației cu alimentarea continuă a presiunii de încercare, s-a efectuat un experiment pentru a determina caracteristica p = f(r) - modificări de presiune în liniile sale în timpul controlului la nivel ridicat. (Fig. presiune (Fig. 5.6), care sunt utilizate în controlul etanșeității în diferite fitinguri de gaz. Analiza dependențelor grafice obținute a arătat că diferența dintre valorile presiunii calculate și experimentale în capacitatea liniei pe întreaga lungime a graficelor nu este mai mare de 6%.
Pentru confirmarea practică a posibilității de a utiliza linii cu o capacitate de curgere pentru construirea schemelor de control al etanșeității prin metoda comparației cu o alimentare continuă a presiunii de încercare, caracteristicile lor experimentale p = /(?) au fost determinate pentru diferite valori ale scurgerilor de aer. :< Уя < У2. В эксперименте были приняты параметры, соответствующие техническим характеристикам 21 наименования пневмоаппаратуры, приведенным в нормативно-технических материалах. На рис. 6 приведены гра-
p teoretic, kPa -1
teoretic
0 10 20 30 40 50 60 70 /, 0 20 40 60 80 100 120 140 t,s
Fig. 5 Grafice ale caracteristicii p = f(t) a capacităţii de curgere a conductei la presiunea de încercare: a - mare (0,4 MPa); b - scăzut (15 kPa)
caracteristici ale caracteristicii p = /(r), obținute experimental în domeniul modificărilor mici de presiune, care corespunde secțiunii de lucru. Caracteristica 1 corespunde valorii de scurgere U) = 1,12-10-5 m3/s pentru produse adecvate; caracteristica 2 - scurgere Ud \u003d 1,16-10 "5 m3 / s; caracteristica 3 - scurgere U2 \u003d 1,23-10 ~ 5 m3 / s pentru produsele defecte. Valoarea corespunde timpului pentru a atinge o presiune constantă cu scurgerea U! ; valoarea 12 - timpul pentru a atinge o presiune constantă în cazul unei scurgeri Y d, valoarea lui r3 este timpul pentru a atinge o presiune constantă în cazul unei scurgeri Y2 Astfel, caracteristicile experimentale obţinute p = /(/) ( Fig. 6) confirmă concluziile unui studiu teoretic privind posibilitatea construirii dispozitivelor pentru schema de control al etanșeității a metodei de comparare cu alimentarea continuă a presiunii de încercare. În plus, în linia de referință, presiunea pe corespunzătoare scurgerii admisibile pentru produsul controlat (graficul 2) trebuie setat;produsul defect (graficul 3) Diferența dintre p și pk este o măsură a scurgerilor de gaz în produsul controlat. λ trebuie setat egal cu timpul 12 pentru a atinge o presiune constantă în linia de referință, care va corespunde timpului de control necesar (în același timp, minim admisibil), deoarece în acest timp presiunea constantă a liniei de măsurare este garantat a fi atins cu un produs controlat adecvat, in care< Уд. В случае бракованного изделия, у которого У >Ud, timpul până la atingerea unei valori stabile va fi mai lung și poate să nu fie menținut în timpul funcționării circuitului.
Pe fig. 7 prezintă graficele caracteristicii / = / (U) a unei linii cu un flux
capacitate. Analiza caracteristicilor grafice prezentate / = /(Y) a arătat că diferența dintre valorile experimentale și cele calculate ale timpului nu este mai mare de 5%.
Orez. 6 Grafice ale caracteristicii p = /(I) 7 Curbe caracteristice /s
Studiu experimental al caracteristicilor? = /(K) a confirmat recomandarea teoretică că atunci când se utilizează schemele de control al scurgerilor prin metoda de comparație, este necesar să se furnizeze volume egale ale liniilor de referință și de măsurare, ceea ce reduce eroarea de control. În același timp, volumele liniilor trebuie să fie cât mai mici posibil (de preferință mai mici de 4-10"4m1), ceea ce face posibilă reducerea timpului de control și, în consecință, creșterea performanței dispozitivelor de control și sortare. .
Pe fig. Figura 8 prezintă grafice ale caracteristicii statice pm - /(Y), obținute la presiune de testare ridicată (/? 0 ~ 0,4 MPa), scăzută (p0 = 15 kPa) și diferite diametre ale bobinelor de admisie. Din analiza ha-
Orez. 8 Caracteristici experimentale pm = ((U) a liniei de măsurare a circuitului de control al etanșeității: a - p0 = 0,4 MPa; b - p0 = 15 kPa
caracteristica pku = /(U) urmează: cu o creştere a presiunii de încercare p„, sensibilitatea circuitului de control scade, ceea ce coincide cu dependenţele analitice; cu o scădere a diametrului d a inductei de intrare a liniei de măsurare, sensibilitatea circuitului de control crește, dar intervalul de scurgere controlată scade, pentru a crește ceea ce necesită o creștere a presiunii de încercare pa. Mai mult, valoarea presiunii p>y în referință
linia, corespunzătoare scurgerii admisibile U d, poate fi setată în funcție de sensibilitatea și parametrii de funcționare solicitați ai circuitului de comandă conform graficelor experimentale corespunzătoare pu = /(U). În acest caz, p>y va coincide cu valoarea lui py pentru un anumit Y4. Opțiunile posibile pentru alegerea p.)y pentru un anumit Yp sunt prezentate printr-o linie punctată în graficele din fig. opt.
Verificarea experimentală a performanței și evaluarea caracteristicilor de precizie ale dispozitivului pentru monitorizarea etanșeității prin metoda comparației
la a fost realizat pe un model prototip al acestui dispozitiv. Pentru a verifica funcționarea dispozitivului pentru controlul scurgerilor, a fost efectuat un studiu al caracteristicii sale de funcționare Dr = fit) - dependența diferenței de presiune în măsurare și a liniilor de referință de durata controlului la diferite valori de scurgere , care este prezentat în Fig. 9. Din analiza graficelor obţinute ale caracteristicii Dr = /(0 rezultă că pentru fiecare valoare
se stabilește o anumită valoare a presiunii diferențiale Ap, corespunzătoare acestei valori particulare de scurgere, prin care se poate aprecia caracterul adecvat sau defectuositatea produsului controlat în funcție de parametrul „etanșeitate”.
Eroarea 5K a dispozitivelor bazată pe schema de comparație este definită ca eroarea totală a rădăcinii pătrate medii folosind formula
= ^ + 5d2+5y2+5p2+5n2 , (6)
unde SM este eroarea senzorului de gabarit diferenţial; Sd - eroare datorată neidentității parametrilor choke-urilor de intrare; Sy - eroare de setare a scurgerii în linia de referință; Sp - eroare din instabilitatea presiunii de încercare; Sa este eroarea din diferența de capacități pneumatice în liniile de măsurare și de referință. Eroarea totală a dispozitivului calculată prin formula (6) nu depășește 3,5%, ceea ce este un bun indicator al preciziei pentru metoda de testare manometrică.
Pentru a evalua fiabilitatea sortării produselor după parametru
„etanșeitate” pe echipamentul automat de control și sortare, a fost utilizat un dispozitiv pentru măsurarea cantității de scurgere în supapele de închidere a gazului. În urma măsurării scurgerii într-un lot de 1000 de produse, s-au obținut date experimentale, prezentate sub forma unui tabel și a unei histograme a distribuției presiunii, echivalentă cu scurgerea în supapele de închidere. Pe baza calculului probabilistic al fiabilității sortării produselor prin parametrul „etanșeitate”, se propun recomandări care permit, la instalarea dispozitivelor automate de control și sortare, excluderea produselor defecte de la căderea în cele adecvate.
Al patrulea capitol este dedicat implementării practice a rezultatelor cercetării.
Sunt prezentate o descriere a schemelor tipice de automatizare a metodei de testare manometrică și recomandări pentru proiectarea echipamentelor automate pentru controlul etanșeității.
A fost dezvoltat un design al unui senzor de etanșeitate cu caracteristici de performanță îmbunătățite (brevet RF nr. 2156967), conceput pentru a automatiza metoda manometrică de testare a scurgerilor, ceea ce face posibilă luarea în considerare a modificării presiunii gazului de testare într-un gamă largă, precum și pentru a seta și monitoriza timpul de monitorizare. Se propune un model matematic al proceselor fizice care au loc în senzor în timpul funcționării acestuia și o metodă de calcul a acestui senzor.
Pentru a controla etanșeitatea fitingurilor de gaz, a fost dezvoltat un stand automat reconfigurabil cu mai multe poziții, cu designul original (brevetele RF nr. Următoarele operațiuni se efectuează în regim automat pe stand: strângerea și etanșarea produsului pe durata testului de presiune; furnizarea de gaz de testare a produsului și menținerea presiunii de testare la un anumit nivel cu precizia necesară; expunerea produsului la presiunea de încercare pentru un timp specificat; alegerea dispozitivului de control în funcție de nivelul presiunii de încercare; andocare a blocului de testare cu modulul de control; înregistrarea rezultatelor controlului, demontarea blocului de testare și a modulului de control, defixarea produsului; implementarea mișcării în pas a mesei rotative cu întârzierea și precizia necesare.
Este prezentată metoda de calcul a parametrilor modulelor de comandă ale standului, realizată prin metoda comparației cu alimentarea continuă a presiunii de încercare.
Sunt propuse metode de calcul a două variante de etanșare, care asigură instalarea fiabilă a produselor pe blocurile de testare ale unui stand automatizat.
Se acordă o nomogramă pentru a determina performanța unui banc automat de testare a scurgerilor, care permite, în funcție de durata acceptată a ciclului de lucru, să se determine productivitatea orară maximă posibilă a bancului, să se aleagă un număr rațional de blocuri de testare și cel adecvat. viteza de rotatie a mesei.
Au fost elaborati algoritmi de selectare si calculare a parametrilor dispozitivelor de automatizare a controlului etansitatii produselor.
PRINCIPALELE REZULTATE ȘI CONCLUZII
1. S-a stabilit că realizarea de dispozitive automate pentru controlul etanșeității, realizate după schema de comparație cu alimentarea continuă a presiunii de încercare, reprezintă o direcție promițătoare în rezolvarea problemei automatizării testelor de recepție în producția de fitinguri de gaz. Rapiditatea și eficiența utilizării unor astfel de dispozitive automate se bazează pe simplitatea și ușurința lor relativă de utilizare, pe caracteristicile de precizie necesare, precum și pe conformitatea procesului de control cu aceste dispozitive cu condițiile tehnice reale de funcționare a fitingurilor de gaz.
2. Se determină dependențele de timp, al căror studiu teoretic a permis să se stabilească că, pentru a reduce timpul de control al etanșeității prin metoda comparației cu alimentarea continuă a presiunii de încercare, este necesar: să se aleagă liniile de referință și de măsurare ale circuitului de control egale și minime admisibile din punct de vedere al capacității; reduce presiunea de testare; setați durata controlului egală cu timpul pentru a atinge o presiune constantă în linia de referință.
3. S-a stabilit că la aceleași presiuni de încercare și praguri de sensibilitate ale dispozitivelor de măsurare manometrice utilizate, sensibilitatea circuitului de control bazat pe metoda de comparare cu alimentarea continuă a presiunii de încercare este mai mare decât sensibilitatea circuitului de control. care implementează metoda compresiei.
4. Rezultatele studiului schemelor de control al etanșeității bazate pe metoda de comparare cu alimentarea continuă a presiunii de încercare au relevat o discrepanță între caracteristicile teoretice și experimentale în zonele lor de lucru de cel mult 5%, ceea ce a făcut posibilă determinarea dependențelor pentru alegerea parametrilor de funcționare ai dispozitivelor de control și sortare corespunzătoare.
5. Un studiu experimental al unui model pilot al unui dispozitiv de verificare a etanșeității cu o valoare de scurgere și o presiune de încercare corespunzătoare caracteristicilor tehnice ale echipamentelor pneumatice în serie a confirmat posibilitatea creării unor dispozitive automate de control și sortare pe baza metodei de comparație, a erorii dintre care nu depășește 3,5%, iar sensibilitatea corespunde intervalului de sensibilitate specificat pentru metoda manometrică de testare a scurgerilor.
10. Toate metodele de calculare a dispozitivelor utilizate pentru automatizarea testării de scurgeri sunt prezentate sub formă de algoritmi, care, împreună cu „diagramele și desenele tipice ale acestora, fac posibilă crearea de echipamente CAD pentru automatizarea metodei manometrice de testare a scurgerilor.
1. Barabanov V.G. Dezvoltarea mijloacelor de automatizare a metodei de compresie de control al etanșeității // Tehnologii progresive și mijloace de automatizare în industrie: Mater. Interregional. științific-tehnic Conf., 11-14 sept. 1999 / VolgP U. - Volgograd, 1999. - S. 14-15.
2. Barabanov V.G. Automatizarea controlului etanșeității supapelor de gaz I IV Conferința regională a tinerilor cercetători din regiunea Volgograd, Volgograd, 8-11 decembrie 1998: Rezumate / VolgGTU și altele - Volgograd, 1999. - P. 95-96.
3. Barabanov V.G. La întrebarea studiului metodei manometrice de încercare pentru etanşeitate // Automatizarea producţiei tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU, - Volgograd, 1999. - S. 67-\u003e 73.
4. Barabanov V.G. Modalități de automatizare a controlului etanșeității echipamentelor de închidere a gazelor // V Conferința Regională a Tinerilor Cercetători „Regiunea Volgograd, Volgograd, 21-24 noiembrie 2000: Rezumate / VolgGTU și altele - Volgograd, 2001. - P. 67-68 .
5. Barabanov V.G. Algoritm pentru alegerea caracteristicii de timp a unui circuit de control al etanșeității diferențiale // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU - Volgograd, 2001.-S. 92-96.
6. Barabanov V.G. Automatizarea controlului calității montajului echipamentelor de gaz // Tehnica și tehnologia asamblarii mașinilor (TTMM-01): Mater. IV Intern. științific-tehnic conf. - Rzeszow, 2001. - S. 57-60.
7. Barabanov V.G. Dezvoltarea și cercetarea senzorilor de etanșeitate cu performanțe îmbunătățite // VI Conferință Regională
tineri cercetători ai regiunii Volgograd, Volgograd, 13-16 noiembrie 2001: Abstracts / VolgGTU and others - Volgograd, 2002. - P. 35-36.
8. Barabanov V.G. Performanța standurilor automatizate pentru controlul scurgerilor discret-continuu // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU, - Volgograd, 2002. - S. 47-51.
9. Barabanov V.G. Automatizarea controlului calității montajului fitingurilor de gaz conform parametrului „etanșeitate” // Buletinul Institutului de Automecanică: Trudy Vseros. conf. cu participare internațională. „Procese progresive în inginerie mecanică” / Statul Togliatti. un-t - Tolyatti, 2002. - Nr. 1.- S. 27-30.
10. Barabanov V.G. Controlul scurgerilor de gaze la instalații industriale și casnice // Procese și echipamente de producție de mediu - Materiale de VI tradițional științific. Teh. Conf. Țările CSI / VolgGTU și altele - Volgograd, 2002. - S. 116-119.
11. Barabanov V.G. Dispozitiv de strângere și etanșare automată a supapelor de gaz în timpul testării de etanșeitate // Automatizarea producției tehnologice în inginerie mecanică: Mezhvuz. sat. științific tr. / VolgGTU - Volgograd, 2003. - S. 75-79.
12. Barabanov V.G. Automatizarea controlului scurgerilor de gaz în supapele de închidere // Probleme reale de proiectare și tehnologie! Suport tehnic pentru producția de mașini: Mater, Intern. conf., 16-19 sept. 2003 / VolgGTU și alții - Volgograd. 2003. - S. 228-230.
13. Barabanov V.G. Dezvoltarea echipamentelor automate pentru monitorizarea etanșeității echipamentelor de închidere a gazelor // VIII Conferința Regională a Tinerilor Cercetători din Regiunea Volgograd, Volgograd, 11-14 noiembrie 2003: Rezumate / VolgGTU și altele - Volgograd, 2004. -S. 90-91.
14. Barabanov V.G. Investigarea dependenţelor de timp ale schemei de control al etanşeităţii după metoda comparaţiei Izv. VolgGTU. Ser. Automatizarea proceselor tehnologice în inginerie mecanică: Interuniversitar. sat. științific articole. - Volgograd, 2004. - Numărul. 1. - S. 17-19.
15. Diperstein M.B., Barabanov V.G. Particularități ale construirii schemelor de automatizare pentru controlul etanșeității supapelor de închidere // Automatizarea producției tehnologice în inginerie mecanică: Mezhvuz. sat. științific tr. / Volg GTU. Volgograd, 1997. - S. 31 -37.
16. Diperstein M.B., Barabanov V.G. Aplicarea circuitelor de măsurare a podurilor pentru automatizarea metodei manometrice de monitorizare a etanșeității. // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU - Volgograd, 1998. - S. 13-24.
17. Diperstein M.B., Barabanov V.G. Elaborarea unui model matematic tipic de alarme de presiune // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU - Volgograd, 1999. -S. 63-67.
18. Diperstein M.B. Barabanov V.G. Automatizarea controlului calității supapelor de gaz în ceea ce privește etanșeitatea // Automatizarea tehnologiei
industrii logice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU-Volgograd, 2000. - S. 14-18.
19. Brevet 2141634 RF, MKI v 01 M 3/02. Stand automat pentru testarea produselor pentru etanșeitate / V.G. Barabanov, M.B. Diperstein, G.P. Tobe. - 1999, BI Nr. 32.
20. Brevet 2156967 al Federației Ruse, MKI în 01 L 19/08. Dispozitiv de semnalizare a presiunii / V.G. Barabanov, M.B. Diperstein, G.P. Tobe. - 2000, BI K „27.
21. Brevet 2194259 RF, MKI v 01 M 3/02. Stand automat pentru testarea produselor pentru etanșeitate / V.G. Barabanov, G.P. Tobe. - 2002, BI Nr. 34.
Semnat pentru a apăsa 21.0?. 2005 Nr. Comanda "522 ■ Tiraj 100 exemplare. Coli tiparite 1.0. Format 60 x 84 1/16. Hartie offset. Tipar offset.
Tipografia „Politehnica” Universitatea Tehnică de Stat din Volgograd.
400131, Volgograd, st. sovietic, 35
Fondul Rusiei RNB
Introducere.:.
Capitolul 1 Analiza stării problemei automatizării controlului etanşeităţii şi formularea problemei de cercetare.
1.1 Termeni și definiții de bază utilizate în acest studiu.
1.2 Caracteristici de control al etanșeității fitingurilor de gaz II
1.3 Clasificarea metodelor de testare a gazelor și analiza posibilității de aplicare a acestora pentru controlul etanșeității fitingurilor de gaz.
1.4 Revizuirea și analiza controlului automat al etanșeității prin metoda manometrică.
1.4.1 Traductoare și senzori primari pentru sistemele automate de control al etanșeității.
1.4.2 Sisteme și dispozitive automate pentru controlul scurgerilor.
Scopul și obiectivele studiului.
Capitolul 2 Studiul teoretic al metodei de testare manometrică a scurgerilor.
2.1 Determinarea regimurilor de curgere a gazelor în obiectele de testare.
2.2 Studiul metodei de compresie de testare a scurgerilor.
2.2.1 Studiul dependențelor de timp în controlul etanșeității prin metoda compresiei.
2.2.2 Investigarea sensibilității controlului etanșeității utilizând o metodă de compresie cu o limită.
2.3 Studiul metodei de comparare cu alimentarea continuă a presiunii de încercare.
2.3.1 Schema de control al etanșeității conform metodei de comparare cu alimentarea continuă a presiunii de încercare.
2.3.2 Studiul dependențelor de timp în controlul etanșeității prin metoda comparației.
2.3.3 Investigarea sensibilității controlului de etanșeitate prin metoda comparației cu alimentarea continuă a presiunii de încercare.
2.3.4 Evaluarea comparativă a sensibilității controlului etanșeității prin metoda compresiei cu cut-off și metoda comparației.
Concluzii la capitolul 2.
Capitolul 3 Studiul experimental al parametrilor circuitelor de control al etanșeității pe baza metodei de comparație.
3.1 Montarea experimentală și metodologia de cercetare.
3.1.1 Descrierea configurației experimentale.
3.1.2 Metodologie pentru studiul schemelor de control al etanşeităţii.
3.2 Studiu experimental al schemei de control al etanșeității pe baza metodei de comparație.
3.2.1 Determinarea caracteristicii p = /(/) a liniilor circuitului de control al etanşeităţii.
3.2.2 Studii ale caracteristicilor temporale ale liniilor circuitului de control al etanșeității conform metodei de comparație.
3.2.3 Studiul caracteristicii statice a liniei de masura a circuitului de control al etanseitatii.
3.3. Studiu experimental al unui dispozitiv de control al etanșeității, realizat pe baza metodei de comparație.
3.3.1 Investigarea unui model de dispozitiv de monitorizare a etanșeității cu manometru diferențial.
3.3.2 Evaluarea caracteristicilor de precizie ale dispozitivelor de control al etanseitatii, realizata conform schemei de comparatie.
3.4 Evaluarea probabilistică a fiabilității sortării produselor în controlul etanșeității prin metoda comparației.
3.4.1 Studiu experimental al distribuției valorii presiunii echivalente cu scurgerea gazului de testare într-un lot de produse.
3.4.2 Prelucrarea statistică a rezultatelor experimentului pentru a evalua fiabilitatea sortării.
4.3 Dezvoltarea senzorilor de scurgeri cu performanțe îmbunătățite.
4.3.1 Designul senzorului de scurgere.
4.3.2 Model matematic și algoritm de calcul al senzorului de etanșeitate.
4.4 Dezvoltarea unui banc de testare automatizat pentru controlul etanșeității
4.4.1 Proiectarea standului automatizat cu mai multe poziții.
4.4.2 Selectarea parametrilor pentru schemele de control al etanșeității.
4.4.2.1 Metoda de calcul a parametrilor circuitului de control al etanșeității conform metodei de compresie cu decuplare.
4.4.2.2 Metoda de calcul a parametrilor circuitului de control al etanseitatii dupa metoda de comparatie.
4.4.3 Determinarea performanței unui banc de testare automatizat pentru controlul etanșeității.
4.4.4 Determinarea parametrilor de etanșare pentru un stand automatizat.
4.4.4.1 Procedura de calcul pentru un dispozitiv de etanșare cu manșetă cilindrică.
4.4.4.2 Metoda de calcul a etanșării inelare mecanice.
Introducere 2005, disertație despre informatică, tehnologie și management, Barabanov, Viktor Gennadievich
O problemă importantă într-un număr de industrii este cerințele crescute pentru calitatea și fiabilitatea produselor fabricate. Acest lucru provoacă o nevoie urgentă de a îmbunătăți metodele și mijloacele de control existente, de a crea și de a implementa noi, inclusiv controlul etanșeității, care se referă la detectarea defectelor - unul dintre tipurile de sisteme și produse de control al calității.
În producția industrială de supape de închidere și distribuție, în care mediul de lucru este aer comprimat sau alt gaz, standardele și condițiile tehnice existente pentru acceptarea acesteia reglementează, de regulă, controlul sută la sută al parametrului „etanșeitate”. Unitatea principală (elementul de lucru) a unor astfel de fitinguri este o pereche mobilă „corp piston” sau un element de supapă rotativă, care funcționează într-o gamă largă de presiuni. Pentru etanșarea fitingurilor de gaz se folosesc diverse elemente de etanșare și lubrifianți (etanșanți). În timpul funcționării unui număr de structuri de supape de gaz, este permisă o anumită scurgere a mediului de lucru. Depășirea scurgerilor admise din cauza fitingurilor de gaz de calitate scăzută poate duce la funcționarea incorectă (falsă) a echipamentului de producție pe care este instalat, ceea ce poate provoca un accident grav. În sobele casnice cu gaz, o scurgere crescută de gaz natural poate provoca un incendiu sau otrăvirea oamenilor. Prin urmare, depășirea scurgerii admisibile a mediului indicator cu un control adecvat de acceptare a fitingurilor de gaz este considerată o scurgere, adică un defect al produsului, iar excluderea căsătoriei crește fiabilitatea, siguranța și respectarea mediului înconjurător a întregii unități, dispozitiv sau dispozitiv în care fitinguri de gaz sunt folosite.
Verificarea etanșeității fitingurilor de gaz este un proces laborios, lung și complex. De exemplu, în producția de mini-echipamente pneumatice, este nevoie de 25-30% din totalul forței de muncă și până la 100-120% din timpul de asamblare. Această problemă poate fi rezolvată în producția pe scară largă și în masă de fitinguri de gaz prin utilizarea metodelor automate și a instrumentelor de control, care ar trebui să ofere precizia și performanța necesare. În condiții reale de producție, rezolvarea acestei probleme este adesea complicată de utilizarea unor metode de control care asigură precizia necesară, dar sunt dificil de automatizat din cauza complexității metodei sau a specificului echipamentului de testare.
Au fost dezvoltate aproximativ zece metode de testare a etanșeității produselor folosind doar un mediu de testare gazos, pentru implementarea căruia au fost create peste o sută de metode și mijloace de control diferite. Zazhigin A.S., Zapunny A.I., Lanis V.A., Levina L.E., Lembersky V.B., Rogal V.F., Sazhin S.G. sunt dedicați dezvoltării teoriei și practicii moderne a controlului etanșeității. , Trushchenko A. A., Fadeeva M. A., Feldmana L.
Cu toate acestea, există o serie de probleme și limitări în dezvoltarea și implementarea instrumentelor de control al etanșeității. Astfel, majoritatea metodelor de înaltă precizie pot și trebuie aplicate numai produselor de dimensiuni mari, în care este asigurată etanșeitatea completă. În plus, sunt impuse restricții de natură economică, constructivă, factori de mediu și cerințe de siguranță pentru personalul de întreținere. În producția în serie și pe scară largă, de exemplu, de echipamente de automatizare pneumatică, fitinguri de gaz pentru aparate de uz casnic, în care o anumită scurgere a mediului indicator este permisă în timpul testelor de acceptare și, în consecință, cerințele pentru precizia controlului sunt reduse, posibilitatea a automatizării acestuia și pe această bază asigurarea unei productivități ridicate a echipamentelor de control și sortare corespunzătoare, care este necesară pentru controlul 100% al calității produsului.
O analiză a caracteristicilor echipamentului și a principalelor caracteristici ale metodelor de testare a etanșeității la gaze cele mai utilizate în industrie a făcut posibilă concluzia că este promițătoare utilizarea metodei de comparație și a metodei de compresie care implementează metoda manometrică pentru automatizarea controlului etanseitatea supapei de gaz. În literatura științifică și tehnică, s-a acordat puțină atenție acestor metode de testare din cauza sensibilității lor relativ scăzute, cu toate acestea, se observă că acestea sunt cel mai ușor automatizate. În același timp, nu există recomandări cu privire la selectarea și calcularea parametrilor dispozitivelor de control al etanșeității realizate conform schemei de comparație cu alimentare continuă a presiunii de încercare. Prin urmare, cercetările în domeniul dinamicii gazelor a rezervoarelor oarbe și a fluxului ca elemente ale circuitelor de control, precum și tehnologia de măsurare a presiunii gazului ca bază pentru crearea de noi tipuri de traductoare, senzori, dispozitive și sisteme pentru controlul automat al etanșeității produselor. care sunt promițătoare pentru utilizare în producția de gaze sunt relevante și importante.
În dezvoltarea și implementarea dispozitivelor automate pentru monitorizarea etanșeității, apare o întrebare importantă cu privire la fiabilitatea operațiunii de control și sortare. În acest sens, în teză a fost realizat un studiu corespunzător, pe baza căruia s-au elaborat recomandări care permit, prin sortare automată după parametrul „etanșeitate”, excluderea pătrunderii produselor defecte în cele adecvate. O altă problemă importantă este asigurarea performanței dorite a echipamentelor automate. Teza oferă recomandări cu privire la calculul parametrilor de funcționare ai unui stand de testare automatizat pentru controlul etanșeității, în funcție de performanța cerută.
Lucrarea constă dintr-o introducere, patru capitole, concluzii generale, o listă de referințe și o anexă.
Primul capitol discută caracteristicile monitorizării etanșeității fitingurilor de gaz, care permit o anumită scurgere în timpul funcționării. Este prezentată trecerea în revistă a metodelor de testare a etanșeității la gaz, clasificarea și analiza posibilității de aplicare a acestora pentru automatizarea controlului fitingurilor de gaz, ceea ce a făcut posibilă alegerea celei mai promițătoare - metoda manometrică. Sunt luate în considerare dispozitivele și sistemele care asigură automatizarea controlului etanșeității. Sunt formulate scopurile și obiectivele studiului.
În al doilea capitol sunt investigate teoretic două metode de control al etanșeității care implementează metoda manometrică: compresia cu întrerupere a presiunii și o metodă de comparație cu alimentare continuă a presiunii de încercare. Au fost determinate modelele matematice ale metodelor studiate, pe baza cărora s-au studiat caracteristicile de timp și sensibilitatea acestora în diferite regimuri de debit de gaze, diferite capacități ale liniilor și rapoarte de presiune, ceea ce a făcut posibilă identificarea avantajelor metodei de comparație. Sunt oferite recomandări privind alegerea parametrilor pentru schemele de control al etanșeității.
În cel de-al treilea capitol, caracteristicile statice și temporale ale liniilor circuitului de control al etanșeității sunt investigate experimental prin metoda comparației la diferite valori ale scurgerilor, capacității liniei și presiunii de testare și este prezentată convergența lor cu dependențe teoretice similare. Operabilitatea a fost testată experimental și s-au evaluat caracteristicile de precizie ale dispozitivului de control al etanșeității, realizat conform schemei de comparație. Sunt prezentate rezultatele evaluării fiabilității sortării produselor după parametrul „etanșeitate” și recomandări pentru configurarea dispozitivelor automate de control și sortare corespunzătoare.
Al patrulea capitol descrie scheme tipice de automatizare a metodei de testare manometrică și recomandări pentru proiectarea echipamentelor automate pentru controlul etanșeității. Sunt prezentate modelele originale ale senzorului de etanșeitate și suportul automat cu mai multe poziții pentru controlul etanșeității. Sunt propuse metode de calcul a dispozitivelor de control al etanșeității și a elementelor acestora, prezentate sub formă de algoritmi, precum și recomandări pentru calcularea parametrilor de funcționare ai standului de control și sortare, în funcție de performanța cerută.
Anexa prezintă caracteristicile metodelor de testare a etanșeității la gaz și dependențele de timp pentru posibilele secvențe de schimbare a regimurilor de curgere a gazului într-un rezervor de curgere.
Concluzie teză cu tema „Automatizarea controlului etanșeității supapelor de gaz pe baza metodei de testare manometrică”
4. Rezultatele studiului schemelor de control al etanșeității bazate pe metoda de comparare cu alimentarea continuă a presiunii de încercare au relevat o discrepanță între caracteristicile teoretice și experimentale în zonele lor de lucru de cel mult 5%, ceea ce a făcut posibilă determinarea dependențelor pentru alegerea parametrilor de funcționare ai dispozitivelor de control și sortare corespunzătoare.
5. Un studiu experimental al unui model pilot al unui dispozitiv pentru controlul etanșeității la o viteză de scurgere și presiune de încercare corespunzătoare caracteristicilor tehnice ale echipamentelor pneumatice în serie a confirmat posibilitatea creării unor dispozitive automate de control și sortare pe baza metodei de comparație, eroarea de care nu depășește 3,5%, iar sensibilitatea corespunde intervalului de sensibilitate specificat pentru metoda manometrică de testare a scurgerilor.
6. Se determină o metodă de evaluare probabilistică a fiabilității de sortare a produselor prin parametrul „etanșeitate”, iar pe baza acesteia se propun recomandări pentru instalarea dispozitivelor automate de control și sortare pe baza metodei de comparație.
7. Sunt propuse scheme tipice de automatizare a metodei manometrice de testare a etanșeității și recomandări pentru proiectarea echipamentelor automate pentru controlul etanșeității.
8. S-a elaborat proiectarea senzorului de etanșeitate cu performanțe îmbunătățite, protejat de brevetul RF nr. 2156967, s-a propus un model matematic și o metodă de calcul a acestuia, care face posibilă evaluarea caracteristicilor senzorilor de acest tip în stadiul de proiectare.
9. S-a elaborat proiectarea unui stand automat cu mai multe poziții pentru controlul etanșeității, protejat prin brevetele RF nr. 2141634, nr. 2194259, și recomandări pentru determinarea parametrilor de funcționare ai standului, în funcție de performanța cerută; o metodă pentru calcularea unui dispozitiv de control al scurgerilor prin metoda de comparare cu o alimentare continuă a presiunii de testare, care este utilizată la proiectarea standului și metode de calcul a două tipuri de dispozitive de etanșare care asigură instalarea fiabilă a produselor testate în sunt propuse poziții de lucru ale standului, care extinde posibilitățile pentru proiectanții de echipamente automate pentru controlul scurgerilor.
10. Toate metodele de calculare a dispozitivelor utilizate pentru automatizarea testării de scurgeri sunt prezentate sub formă de algoritmi, care, împreună cu schemele și desenele tipice ale acestora, fac posibilă crearea de echipamente CAD pentru automatizarea metodei manometrice de testare a scurgerilor.
Bibliografie Barabanov, Viktor Gennadievich, disertație pe tema Automatizarea și controlul proceselor și industriilor tehnologice (pe industrie)
1. Dispozitive automate, regulatoare și sisteme informatice: un manual. a 3-a ed. Revizuit si suplimentare / B.D. Kosharsky, T.Kh. Beznovskaya, V.A. Beck și alții; Sub total ed. B.D. Kosharsky - L.: Mashinostroenie, 1976. - 488 p.
2. Ageikin D.I., Kostina E.N., Kuznetsova N.N. Senzori de control si reglare: Materiale de referinta. Ed. a II-a, revizuită. si suplimentare - M.: Mashinostroenie, 1965.-928 p.
3. Azizov A.M., Gordov A.N. Precizia traductoarelor de măsurare. -M.: Energie, 1975.-256 p.
4. Afanas'eva L.A., Karpov V.I., Levina L.E. Probleme de asigurare metrologică a controlului etanşeităţii // Defectoscopie. -1980. - Nr 11. S. 57-61.
5. Babkin V.T., Zaichenko A.A., Aleksandrov V.V. Etanșeitatea conexiunilor fixe ale sistemelor hidraulice. M.: Mashinostroenie, 1977.- 120 p.
6. Barabanov V.G. La întrebarea studiului metodei manometrice de încercare pentru etanşeitate // Automatizarea producţiei tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU Volgograd, 1999. - S. 67-73.
7. Barabanov V.G. Algoritm pentru alegerea caracteristicii de timp a unui circuit de control al etanșeității diferențiale // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU Volgograd, 2001. -S. 92-96.
8. Barabanov V.G. Automatizarea controlului calității montajului echipamentelor de gaz // Tehnica și tehnologia asamblarii mașinilor (TTMM-01): Mater. IV Intern. științific-tehnic Conf. Rzeszów, 2001. - S. 57-60.
9. Barabanov V.G. Performanța standurilor automatizate pentru controlul scurgerilor discret-continuu // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU.-Volgograd, 2002. S. 47-51.
10. Barabanov V.G. Controlul scurgerilor de gaze la instalații industriale și menajere // Procese și echipamente de producție ecologică: Materiale ale VI-a științifică tradițională. Teh. Conf. Țările CSI / VolgGTU și altele - Volgograd, 2002. -S. 116-119.
11. Barabanov V.G. Dispozitiv de strângere și etanșare automată a supapelor de gaz în timpul testării de etanșeitate // Automatizarea producției tehnologice în inginerie mecanică: Mezhvuz. sat. științific tr. / VolgGTU Volgograd, 2003.-S. 75-79.
12. Barabanov V.G. Investigarea dependenţelor de timp ale schemei de control al etanşeităţii după metoda comparaţiei Izv. VolgGTU. Ser. Automatizarea proceselor tehnologice în inginerie mecanică: Interuniversitar. sat. articole științifice. Volgograd, 2004.-Iss. 1.-S. 17-19.
13. Belyaev M.M., Khitrovo A.A. Măsurarea debitului cu gamă largă // Senzori și sisteme. 2004. - Nr 1. - S. 3-7.
14. Belyaev N.M., Uvarov V.I., Stepanchuk Yu.M. Sisteme pneumohidraulice. Calcul și proiectare / Ed. N.M. Belyaev. M.: Mai sus. Shk., 1988. -271 p.
15. Beloshitsky A.P., Lanina G.V., Simulik M.D. Analiza erorii metodei „bule” pentru măsurarea debitelor mici de gaz. // Echipament de măsurare. 1983.-Nr 9.-S.65-66.
16. Boitsova T.M., Sazhin S.G. Fiabilitatea controlului automat al etanșeității produselor. // Defectoscopie. 1980. - Nr. 12. - S. 39-43.
17. Bridley K. Traductoare de măsurare: un ghid de referință: TRANS. din engleza. M.: Energie, 1991. - 144 p.
18. Tehnologia vidului: Manual / E.S. Frolov, V.E. Minaichev, A.T. Aleksandrova și alții; Sub total ed. E.S. Frolova, V.E. Minaichev. M.: Mashinostroenie, 1985. - 360 p.
19. Vigleb G. Senzori: Per. cu el. -M.: Mir, 1989. -196 p.
20. Vlasov-Vlasyuk O.B. Metode experimentale în automatizare. M.: Mashinostroenie, 1969. -412 p.
21. Vodyanik V.I. membrane elastice. M.: Mashinostroenie, 1974. -136 p.
22. Gusakov B.A., Kabanov V.M. Un dispozitiv simplu pentru numărarea bulelor la testarea unităților pneumatice pentru etanșeitate // Izmeritelnaya tekhnika. 1979. Nr. Yu-S. 86-87.
23. Gusev V.I., Zavodko I.V., Karpov A.A. Elemente Hall sensibile din arseniura de heliu și senzori bazați pe acestea // Instrumente și sisteme de control. 1986,-№8.-S. 26-27.
24. Diperstein M.B., Barabanov V.G. Caracteristici ale construirii schemelor de automatizare pentru monitorizarea etanșeității supapelor de închidere // Automatizarea producției tehnologice în inginerie mecanică: Mezhvuz. sat. științific tr. / VolgGTU.- Volgograd, 1997.-S. 31-37.
25. Diperstein M.B., Barabanov V.G. Elaborarea unui model matematic tipic de alarme de presiune // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU.- Volgograd, 1999. S. 63-67.
26. Diperstein M.B. Barabanov V.G. Automatizarea controlului calității supapelor de gaz în ceea ce privește etanșeitatea // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU-Volgograd, 2000.-p. 14-18.
27. Dmitriev V.N., Gradetsky V.G. Fundamentele automatizării pneumatice. M.: Mashinostroenie, 1973. - 360 p.
28. Dmitriev V.N., Cernîşev V.I. Calculul caracteristicilor de timp ale camerelor pneumatice de curgere // Automatizare si Telemecanica. 1958. - T. XIX, nr. 12. -DIN. 1118-1125.
29. Zhigulin Yu.N. Controlul etanșeității containerelor mari // Izmeritelnaya tekhnika. 1975. - Nr. 8 - S. 62-64.
30. Zalmanzon JI.A. Metode aerohidrodinamice de măsurare a parametrilor de intrare ai sistemelor automate. M.: Nauka, 1973. - 464 p.
31. Zalmanzon JI.A. Elemente de curgere ale dispozitivelor pneumatice de control și management. M.: AN SSSR, 1961. - 268 p.
32. Zapunny A.I., Feldman JI.C., Rogal V.F. Controlul etanșeității structurilor. Kiev: Tekhshka, 1976. - 152 p.
33. Produse de inginerie mecanică și instrumentare. Metode de testare a scurgerilor. Cerințe generale: GOST 24054-90. M.; 1990. - 18 p.
34. Karandina V.A., Deryabin N.I. Unitate nouă pentru controlul etanșeității UKGM-2 // Dispozitive și sisteme de control. 1973. -№9- S. 49-50.
35. Karataev R.N., Kopyrin M.A. Debitmetre de presiune diferențială constantă (rotametre). M.: Mashinostroenie, 1980. - 96 p.
36. Kogan I.III., Sazhin S.G. Proiectarea si reglarea aparatelor de masura pneumoacustice. M.: Mashinostroenie, 1980. - 124 p.
37. Kolman-Ivanov E.E. Masini automate pentru productia chimica. Teorie și calcul - M.: Mashinostroenie, 1972. 296 p.
38. Mașini și dispozitive de control și măsură pentru linii automate. / M.I. Kocenov, E.L. Abramzon, A.S. Glikin și alții; Sub total ed. M.I. Koche-nova. M.: Mashinostroenie, 1965. - 372 p.
39. Kremlevski P.P. Debitmetre și contoare de cantități: manual, ed. a 4-a, revizuită. Si in plus. JI.: Inginerie mecanică. Leningrad. Catedra, 1989. - 701 p.
40. Kuznetsov M.M., Usov B.A., Starodubov B.C. Proiectarea echipamentelor automate de productie. M.: Mashinostroenie, 1987. -288 p.
41. Levina L.E., Sazhin S.G. Caracteristici generale și probleme ale tehnologiei moderne de detectare a scurgerilor. // Defectoscopie. 1978. - Nr. 6. - S. 6-9.
42. Levina L.E., Sazhin S.G. Metoda manometrică de control al etanșeității. // Defectoscopie. 1980. - Nr. 11. - S. 45-51.
43. Levina L.E., Pimenov V.V. Metode și echipamente pentru monitorizarea etanșeității echipamentelor de vid și a produselor de instrumentare. M.: Mashinostroenie, 1985.-70 p.
44. Lembersky V.B. Principii de proiectare pentru operațiunile de testare pneumatică și hidraulică // Izmeritelnaya tekhnika. 1979. - Nr. 1. - S. 44-46.
45. Lembersky V.B., Vinogradova E.S. Asupra influenței modului de expirare asupra interpretării rezultatelor testării de etanșeitate. // Defectoscopie. 1979. Nr 6. - S. 88-94.
46. Lepetov V.A., Yurtsev L.N. Calcule și proiectare produse din cauciuc. -L.: Chimie, 1987.-408 p.
47. Makarov G.V. Dispozitive de etanșare. L.: Mashinostroenie, 1973232 p.
48. Testare nedistructivă: În 5 cărți. Carte. 1. Întrebări generale. Control prin substanțe penetrante: un ghid practic / A.K. Gurvich, I.N. Ermolov, S.G. Sazhin și alții; Ed. V.V. Sukhororukov. M.: Şcoala superioară, 1992. - 242 p.
49. Testare nedistructivă și diagnosticare: un manual / V.V. Klyuev, F.R. Sosnin, V.N. Filinov și alții; Sub total ed. V.V. Klyuev. M.: Mashinostroenie, 1995. - 488 p.
50. Osipovich L.A. Senzori de mărimi fizice. M.: Mashinostroenie, 1979.- 159 p.
51. Sobe de uz casnic pe gaz. Specificații generale: GOST 18460-91. -M.; 1991.-29 p.
52. Miniechipamente pneumatice: Materiale de orientare / E.A. Ragulin, A.P. Cu cinci uși, A.F. Karago și alții; Sub total ed. A.I. Kudryavtsev și V.Ya. Siritsky. -M.: NIIMASH, 1975. 84 p.
53. Dispozitive și sisteme pneumatice în inginerie mecanică: un Manual / E.V. Hertz, A.I. Kudryavtsev, O.V. Lozhkin și alții; Sub total ed. E.V. Hertz. M.: Mashinostroenie, 1981. - 408 p.
54. Acționări pneumatice. Cerințe tehnice generale: GOST 50696-94. M.; 1994.-6 p.
55. Proiectarea dispozitivelor pneumatice pentru măsurători liniare BV-ORTM-32-72: Ghid / A.E. Avtsin, V.I. Demin, G.I. Ivanova și alții.M.: NIIMASH, 1972. - 308 p.
56. Rabinovici S.G. Eroare de măsurare. L.: Energie, 1973. -262 p.
57. Rogal V.F. Despre îmbunătățirea fiabilității controlului manometric al etanșeității // Defectoscopie. 1978. Nr 9. - S. 102-104.
58. Sazhin S.G. Aparate de măsurare acustic-pneumatice pentru monitorizarea scurgerilor de gaz și lichid // Izmeritelnaya tekhnika. 1973. Nr 1 - S. 48-50.
59. Sazhin S.G., Lembersky V.B. Automatizarea controlului etanșeității produselor de producție în masă. Gorki: Cartea Volga-Vyatka. editura, 1977. -175 p.
60. Sazhin S.G. Clasificarea echipamentelor performante pentru verificarea etanseitatii produselor. // Defectoscopie. 1979. - Nr. 11. - S. 74-78.
61. Sazhin S.G. Evaluarea inerției sistemelor de testare pentru monitorizarea etanșeității produselor. // Defectoscopie. 1981. - Nr. 4. - S. 76-81.
62. Sazhin S.G., Stolbova L.A. Dispozitive automate pentru verificarea etanșeității produselor. // Defectoscopie. 1984. - Nr. 8. - S. 3-9.
63. Racorduri la conducte. Metode de testare a scurgerilor: GOST 25136-90.-M.; 1990.-21 p.
64. Manual de calcule probabilistice / V.G. Abezgauz, A.B. Tron, Yu.N. Kopeikin, I.A. Korovin. M.: Editura Militară, 1970. - 536 p.
65. Mijloace de control al etanşeităţii: În 3 volume.T. 1. Direcţii de dezvoltare a mijloacelor de control al etanşeităţii / Ed. LA FEL DE. Zazhigin. M.: Mashinostroenie, 1976.-260 p.
66. Mijloace de control al etanşeităţii: În 3 volume.V. 2. Mijloace industriale de control al etanşeităţii / Ed. LA FEL DE. Zazhigin. M.: Mashinostroenie, 1977. -184 p.
67. Tehnica de detectare a scurgerilor. Termeni și definiții: GOST 26790-91.- M.; 1991, - 18 ani.
68. Sistem universal de elemente de automatizare pneumatică industrială: Catalog. M.: Institutul Central de Cercetare de Instrumentare, 1972. - 28 p.
69. Şkatov E.F. Traductor de cădere de presiune pneumatic // Izmeritelnaya tekhnika. 1983. - Nr. 8. - S. 36-37.
70. Măsurători electrice ale mărimilor neelectrice / A.M. Turichin, P.V. Navitsky, E.S. Levshina și alții; Sub total ed. P.V. Navitsky. J1.: Energie, 1975.-576 p.
71. Elemente și dispozitive de automatizare pneumatică de înaltă presiune: Catalog / E.A. Ragulin, A.V. Nikitsky, A.P. Cu cinci uși și altele; Sub total ed. A.I. Kudryavtseva, A.Ya. Oksenenko. M.: NIIMASH, 1978. - 156 p.
72. A. S. 157138 URSS, MKI G 01 L; 42 k, 30/01. Dispozitiv de monitorizare a etanșeității recipientelor / P.M. Smeliansky. 1964, BI nr. 19.
73. A. S. 286856 URSS, MKI G 01 L 5/00. Dispozitiv pentru verificarea etanșeității produselor / S.G. Sazhin. 1972, BI nr. 35.
74. A. S. 331267 URSS, MKI G 01 L 19/08. Dispozitiv de semnalizare a presiunii / I.V. Ke-rin, S.I. Romanenko, N.I. TumanovV.N. Stafeev, S.F. Yakovlev. 1972, BI nr. 9.
75. A. S. 484427 URSS, MKI G 01 M 3/26. Dispozitiv de control al scurgerilor de gaz / B.C. Beloborodoe, V.N. Stafeev, S.F. Yakovlev. 1975, BI Nr. 34.
76. A. S. 655921 URSS, MKI G 01 M 3/02. Un dispozitiv pentru monitorizarea etanșeității elementelor de blocare ale echipamentelor pneumatice / A.P. Gridalov, A.P. Makhov, Yu.P. Mosalev. 1979, BI nr. 13.
77. A. S. 676887 URSS, MKI G 01 M 3/02. Dispozitiv de testare a produselor pentru etanșeitate / S.G. Sazhin, G.A. Jivcikov, S.T. Starikov și colab., 1979, BI No. 28.
78. A. S. 705292 URSS, MKI G 01 L 19/08. Alarma de presiune / G.P. Barabanov, A.A. Lipatov, Yu.A. Osinsky. 1979, BI nr. 47.
79. A. S. 1024773 URSS, MKI G 01 M 3/02. Dispozitiv de control al scurgerilor de gaz / S.G. Sazhin, M.A. Fadeev, V.M. Myasnikov și colab., 1983, BI No. 23.
80. A. S. 1167465 URSS, MKI G 01 M 3/02. Dispozitiv automat pentru controlul etanșeității produselor goale / L.M. Veryatin, V.E. Galkin, O.E. Denisov şi colab., 1985, BI No. 26.
81. A. S. 1177707 URSS, MKI G 01 M 3/02. Metoda manometrică de determinare a scurgerilor totale de gaze din produse / V.M. Myasnikov, A.I. Iurcenko. -1985, BI Nr. 33.
82. A. S. 1303864 URSS, MKI G 01 L 19/08. Alarma de presiune / G.P. Barabanov, I.A. Morkovin, Yu.A. Osinsky. 1987, BI Nr. 14.
83. A. S. 1670445 URSS, MKI G 01 M 3/02. Stand pentru testarea produselor pentru etanșeitate / Yu.V. Zaharov, A.G. Suvorov, A.I. Sutin și colab., 1991, BI nr. 30.
84. A. S. 1675706 URSS, MKI G 01 L 19/08, 19/10. Alarma de presiune / G.P. Barabanov, A.G. Suvorov. 1991, BI Nr. 33.
85. Brevet 2141634 RF, MKI G 01 M 3/02. Stand automat pentru testarea produselor pentru etanșeitate / V.G. Barabanov, M.B. Diperstein, G.P. Tobe. 1999, BI Nr. 32.
86. Brevet 2156967 RF, MKI G 01 L 19/08. Dispozitiv de semnalizare a presiunii / V.G. Barabanov, M.B. Diperstein, G.P. Tobe. 2000, BI Nr. 27.
87. Brevet 2194259 RF, MKI G 01 M 3/02. Stand automat pentru testarea produselor pentru etanșeitate / V.G. Barabanov, G.P. Tobe. 2002, BI Nr. 34.
88. Cererea 63-34333 Japonia, MKI G 01 M 3/32. Dispozitiv de control al scurgerilor cu compensare automată a erorilor de măsurare / Solicitant K. K. Kosumo keiki Nr. 56-14844; dec. 18.09.81; publ. 19.07.89, Bull. nr. 6-859.
89. Cererea 63-53488 Japonia, MKI G 01 M 3/26. Aparat de testare a scurgerilor / Solicitant Obaru Kiki Kote K.K. Nr. 55-67062; dec. 22.05.80; publ. 2410.88, Bull. nr. 6 1338.
90. Cerere nr. 63-63847 Japonia, MKI G 01 M 3/32. Metoda de detectare a scurgerilor / Solicitant KV Fukuda. -Nr.57-61134; dec. 14/04/82; publ. 06.12.88, Bull. nr. 6-1577.
91. Pat. 3739166 Germania, IPC G 01 M 3/06. Dispozitiv de control al scurgerilor / Magenbaner R., Reimold O., Vetter N.; solicitant și titular de brevet Bayer GmbH Sondermaschinen Entwicklung und Vertnieb, 7300 Esslingen, DE. dec. 19.11.87; publ. 06/01/89, Bull. nr. 22.
92. Ensberg E.S., Wesley J.C., Jensen T.N. Telescopul de scurgere. // Rev. sci. Instr., -1977. -v. 48, nr 3. P. 357-359.
93. Holme A.E., Shulver R.L. Instalație de testare a scurgerilor în vid, controlată de microprocesor, pentru testarea în linie a scurgerilor de producție. //Proc. al 8-lea int. vac. Congr. Trienn, faceți cunoștință. Int. Union Vac. Sci., Technol. Și Appl., Cannes, 22-26 sept., 1980. V.2, - P. 360-363.
94. Lentges J.G. Experiențe cu instalații complet automate de testare a scurgerilor He utilizate în producția de serie la scară largă. //Proc. al 8-lea int. vac. Congr. Trienn, faceți cunoștință. Int. Union Vac. Sci., Technol. Și Appl., Cannes, 22-26 sept., 1980.- V.2, p. 357-359.
Capitolul 1 Analiza stării problemei automatizării controlului etanşeităţii şi formularea problemei de cercetare.
1.1 Termeni și definiții de bază utilizate în acest studiu.
1.2 Caracteristici de control al etanșeității fitingurilor de gaz II
1.3 Clasificarea metodelor de testare a gazelor și analiza posibilității de aplicare a acestora pentru controlul etanșeității fitingurilor de gaz.
1.4 Revizuirea și analiza controlului automat al etanșeității prin metoda manometrică.
1.4.1 Traductoare și senzori primari pentru sistemele automate de control al etanșeității.
1.4.2 Sisteme și dispozitive automate pentru controlul scurgerilor.
Scopul și obiectivele studiului.
Capitolul 2 Studiul teoretic al metodei de testare manometrică a scurgerilor.
2.1 Determinarea regimurilor de curgere a gazelor în obiectele de testare.
2.2 Studiul metodei de compresie de testare a scurgerilor.
2.2.1 Studiul dependențelor de timp în controlul etanșeității prin metoda compresiei.
2.2.2 Investigarea sensibilității controlului etanșeității utilizând o metodă de compresie cu o limită.
2.3 Studiul metodei de comparare cu alimentarea continuă a presiunii de încercare.
2.3.1 Schema de control al etanșeității conform metodei de comparare cu alimentarea continuă a presiunii de încercare.
2.3.2 Studiul dependențelor de timp în controlul etanșeității prin metoda comparației.
2.3.3 Investigarea sensibilității controlului de etanșeitate prin metoda comparației cu alimentarea continuă a presiunii de încercare.
2.3.4 Evaluarea comparativă a sensibilității controlului etanșeității prin metoda compresiei cu cut-off și metoda comparației.
Concluzii la capitolul 2.
Capitolul 3 Studiul experimental al parametrilor circuitelor de control al etanșeității pe baza metodei de comparație.
3.1 Montarea experimentală și metodologia de cercetare.
3.1.1 Descrierea configurației experimentale.
3.1.2 Metodologie pentru studiul schemelor de control al etanşeităţii.
3.2 Studiu experimental al schemei de control al etanșeității pe baza metodei de comparație.
3.2.1 Determinarea caracteristicii p = /(/) a liniilor circuitului de control al etanşeităţii.
3.2.2 Studii ale caracteristicilor temporale ale liniilor circuitului de control al etanșeității conform metodei de comparație.
3.2.3 Studiul caracteristicii statice a liniei de masura a circuitului de control al etanseitatii.
3.3. Studiu experimental al unui dispozitiv de control al etanșeității, realizat pe baza metodei de comparație.
3.3.1 Investigarea unui model de dispozitiv de monitorizare a etanșeității cu manometru diferențial.
3.3.2 Evaluarea caracteristicilor de precizie ale dispozitivelor de control al etanseitatii, realizata conform schemei de comparatie.
3.4 Evaluarea probabilistică a fiabilității sortării produselor în controlul etanșeității prin metoda comparației.
3.4.1 Studiu experimental al distribuției valorii presiunii echivalente cu scurgerea gazului de testare într-un lot de produse.
3.4.2 Prelucrarea statistică a rezultatelor experimentului pentru a evalua fiabilitatea sortării.
4.3 Dezvoltarea senzorilor de scurgeri cu performanțe îmbunătățite.
4.3.1 Designul senzorului de scurgere.
4.3.2 Model matematic și algoritm de calcul al senzorului de etanșeitate.
4.4 Dezvoltarea unui banc de testare automatizat pentru controlul etanșeității
4.4.1 Proiectarea standului automatizat cu mai multe poziții.
4.4.2 Selectarea parametrilor pentru schemele de control al etanșeității.
4.4.2.1 Metoda de calcul a parametrilor circuitului de control al etanșeității conform metodei de compresie cu decuplare.
4.4.2.2 Metoda de calcul a parametrilor circuitului de control al etanseitatii dupa metoda de comparatie.
4.4.3 Determinarea performanței unui banc de testare automatizat pentru controlul etanșeității.
4.4.4 Determinarea parametrilor de etanșare pentru un stand automatizat.
4.4.4.1 Procedura de calcul pentru un dispozitiv de etanșare cu manșetă cilindrică.
4.4.4.2 Metoda de calcul a etanșării inelare mecanice.
Introducere în teză (parte a rezumatului) pe tema „Automatizarea controlului etanșeității supapelor de gaz pe baza metodei de testare manometrică”
O problemă importantă într-un număr de industrii este cerințele crescute pentru calitatea și fiabilitatea produselor fabricate. Acest lucru provoacă o nevoie urgentă de a îmbunătăți metodele și mijloacele de control existente, de a crea și de a implementa noi, inclusiv controlul etanșeității, care se referă la detectarea defectelor - unul dintre tipurile de sisteme și produse de control al calității.
În producția industrială de supape de închidere și distribuție, în care mediul de lucru este aer comprimat sau alt gaz, standardele și condițiile tehnice existente pentru acceptarea acesteia reglementează, de regulă, controlul sută la sută al parametrului „etanșeitate”. Unitatea principală (elementul de lucru) a unor astfel de fitinguri este o pereche mobilă „corp piston” sau un element de supapă rotativă, care funcționează într-o gamă largă de presiuni. Pentru etanșarea fitingurilor de gaz se folosesc diverse elemente de etanșare și lubrifianți (etanșanți). În timpul funcționării unui număr de structuri de supape de gaz, este permisă o anumită scurgere a mediului de lucru. Depășirea scurgerilor admise din cauza fitingurilor de gaz de calitate scăzută poate duce la funcționarea incorectă (falsă) a echipamentului de producție pe care este instalat, ceea ce poate provoca un accident grav. În sobele casnice cu gaz, o scurgere crescută de gaz natural poate provoca un incendiu sau otrăvirea oamenilor. Prin urmare, depășirea scurgerii admisibile a mediului indicator cu un control adecvat de acceptare a fitingurilor de gaz este considerată o scurgere, adică un defect al produsului, iar excluderea căsătoriei crește fiabilitatea, siguranța și respectarea mediului înconjurător a întregii unități, dispozitiv sau dispozitiv în care fitinguri de gaz sunt folosite.
Verificarea etanșeității fitingurilor de gaz este un proces laborios, lung și complex. De exemplu, în producția de mini-echipamente pneumatice, este nevoie de 25-30% din totalul forței de muncă și până la 100-120% din timpul de asamblare. Această problemă poate fi rezolvată în producția pe scară largă și în masă de fitinguri de gaz prin utilizarea metodelor automate și a instrumentelor de control, care ar trebui să ofere precizia și performanța necesare. În condiții reale de producție, rezolvarea acestei probleme este adesea complicată de utilizarea unor metode de control care asigură precizia necesară, dar sunt dificil de automatizat din cauza complexității metodei sau a specificului echipamentului de testare.
Au fost dezvoltate aproximativ zece metode de testare a etanșeității produselor folosind doar un mediu de testare gazos, pentru implementarea căruia au fost create peste o sută de metode și mijloace de control diferite. Zazhigin A.S., Zapunny A.I., Lanis V.A., Levina L.E., Lembersky V.B., Rogal V.F., Sazhin S.G. sunt dedicați dezvoltării teoriei și practicii moderne a controlului etanșeității. , Trushchenko A. A., Fadeeva M. A., Feldmana L.
Cu toate acestea, există o serie de probleme și limitări în dezvoltarea și implementarea instrumentelor de control al etanșeității. Astfel, majoritatea metodelor de înaltă precizie pot și trebuie aplicate numai produselor de dimensiuni mari, în care este asigurată etanșeitatea completă. În plus, sunt impuse restricții de natură economică, constructivă, factori de mediu și cerințe de siguranță pentru personalul de întreținere. În producția în serie și pe scară largă, de exemplu, de echipamente de automatizare pneumatică, fitinguri de gaz pentru aparate de uz casnic, în care o anumită scurgere a mediului indicator este permisă în timpul testelor de acceptare și, în consecință, cerințele pentru precizia controlului sunt reduse, posibilitatea a automatizării acestuia și pe această bază asigurarea unei productivități ridicate a echipamentelor de control și sortare corespunzătoare, care este necesară pentru controlul 100% al calității produsului.
O analiză a caracteristicilor echipamentului și a principalelor caracteristici ale metodelor de testare a etanșeității la gaze cele mai utilizate în industrie a făcut posibilă concluzia că este promițătoare utilizarea metodei de comparație și a metodei de compresie care implementează metoda manometrică pentru automatizarea controlului etanseitatea supapei de gaz. În literatura științifică și tehnică, s-a acordat puțină atenție acestor metode de testare din cauza sensibilității lor relativ scăzute, cu toate acestea, se observă că acestea sunt cel mai ușor automatizate. În același timp, nu există recomandări cu privire la selectarea și calcularea parametrilor dispozitivelor de control al etanșeității realizate conform schemei de comparație cu alimentare continuă a presiunii de încercare. Prin urmare, cercetările în domeniul dinamicii gazelor a rezervoarelor oarbe și a fluxului ca elemente ale circuitelor de control, precum și tehnologia de măsurare a presiunii gazului ca bază pentru crearea de noi tipuri de traductoare, senzori, dispozitive și sisteme pentru controlul automat al etanșeității produselor. care sunt promițătoare pentru utilizare în producția de gaze sunt relevante și importante.
În dezvoltarea și implementarea dispozitivelor automate pentru monitorizarea etanșeității, apare o întrebare importantă cu privire la fiabilitatea operațiunii de control și sortare. În acest sens, în teză a fost realizat un studiu corespunzător, pe baza căruia s-au elaborat recomandări care permit, prin sortare automată după parametrul „etanșeitate”, excluderea pătrunderii produselor defecte în cele adecvate. O altă problemă importantă este asigurarea performanței dorite a echipamentelor automate. Teza oferă recomandări cu privire la calculul parametrilor de funcționare ai unui stand de testare automatizat pentru controlul etanșeității, în funcție de performanța cerută.
Lucrarea constă dintr-o introducere, patru capitole, concluzii generale, o listă de referințe și o anexă.
Primul capitol discută caracteristicile monitorizării etanșeității fitingurilor de gaz, care permit o anumită scurgere în timpul funcționării. Este prezentată trecerea în revistă a metodelor de testare a etanșeității la gaz, clasificarea și analiza posibilității de aplicare a acestora pentru automatizarea controlului fitingurilor de gaz, ceea ce a făcut posibilă alegerea celei mai promițătoare - metoda manometrică. Sunt luate în considerare dispozitivele și sistemele care asigură automatizarea controlului etanșeității. Sunt formulate scopurile și obiectivele studiului.
În al doilea capitol sunt investigate teoretic două metode de control al etanșeității care implementează metoda manometrică: compresia cu întrerupere a presiunii și o metodă de comparație cu alimentare continuă a presiunii de încercare. Au fost determinate modelele matematice ale metodelor studiate, pe baza cărora s-au studiat caracteristicile de timp și sensibilitatea acestora în diferite regimuri de debit de gaze, diferite capacități ale liniilor și rapoarte de presiune, ceea ce a făcut posibilă identificarea avantajelor metodei de comparație. Sunt oferite recomandări privind alegerea parametrilor pentru schemele de control al etanșeității.
În cel de-al treilea capitol, caracteristicile statice și temporale ale liniilor circuitului de control al etanșeității sunt investigate experimental prin metoda comparației la diferite valori ale scurgerilor, capacității liniei și presiunii de testare și este prezentată convergența lor cu dependențe teoretice similare. Operabilitatea a fost testată experimental și s-au evaluat caracteristicile de precizie ale dispozitivului de control al etanșeității, realizat conform schemei de comparație. Sunt prezentate rezultatele evaluării fiabilității sortării produselor după parametrul „etanșeitate” și recomandări pentru configurarea dispozitivelor automate de control și sortare corespunzătoare.
Al patrulea capitol descrie scheme tipice de automatizare a metodei de testare manometrică și recomandări pentru proiectarea echipamentelor automate pentru controlul etanșeității. Sunt prezentate modelele originale ale senzorului de etanșeitate și suportul automat cu mai multe poziții pentru controlul etanșeității. Sunt propuse metode de calcul a dispozitivelor de control al etanșeității și a elementelor acestora, prezentate sub formă de algoritmi, precum și recomandări pentru calcularea parametrilor de funcționare ai standului de control și sortare, în funcție de performanța cerută.
Anexa prezintă caracteristicile metodelor de testare a etanșeității la gaz și dependențele de timp pentru posibilele secvențe de schimbare a regimurilor de curgere a gazului într-un rezervor de curgere.
Teze similare la specialitatea „Automatizarea și controlul proceselor și industriilor tehnologice (pe industrie)”, 05.13.06 cod VAK
Bazele metodologice și teoretice ale automatizării testării produselor de aviație și tehnologie de rachete pe standuri rotative 2001, doctor în științe tehnice Kazantsev, Vladimir Petrovici
Dispozitiv conductometric termic pentru monitorizarea scurgerilor de gaze potențial periculoase pe baza tranzistoarelor cu efect de câmp 2000, candidat la științe tehnice Veryaskina, Olga Borisovna
Îmbunătățirea metodelor de evaluare a calității și fiabilității operaționale a supapelor de închidere în condițiile conductelor principale de gaze: Pe exemplul Severgazprom LLC 2005, candidat la științe tehnice Adamenko, Stanislav Vladimirovici
Calculator de măsurare și complex tehnologic pentru reglarea automată a manometrelor 2004, Candidatul de Științe Tehnice Kuznetsov, Alexander Alexandrovich
Metode și mijloace de diagnosticare tehnică a etanșeității echipamentelor CNE 2000, doctor în științe tehnice Davidenko, Nikolai Nikiforovici
Concluzia disertației pe tema „Automatizarea și managementul proceselor și industriilor tehnologice (pe industrie)”, Barabanov, Viktor Gennadievich
4. Rezultatele studiului schemelor de control al etanșeității bazate pe metoda de comparare cu alimentarea continuă a presiunii de încercare au relevat o discrepanță între caracteristicile teoretice și experimentale în zonele lor de lucru de cel mult 5%, ceea ce a făcut posibilă determinarea dependențelor pentru alegerea parametrilor de funcționare ai dispozitivelor de control și sortare corespunzătoare.
5. Un studiu experimental al unui model pilot al unui dispozitiv pentru controlul etanșeității la o viteză de scurgere și presiune de încercare corespunzătoare caracteristicilor tehnice ale echipamentelor pneumatice în serie a confirmat posibilitatea creării unor dispozitive automate de control și sortare pe baza metodei de comparație, eroarea de care nu depășește 3,5%, iar sensibilitatea corespunde intervalului de sensibilitate specificat pentru metoda manometrică de testare a scurgerilor.
6. Se determină o metodă de evaluare probabilistică a fiabilității de sortare a produselor prin parametrul „etanșeitate”, iar pe baza acesteia se propun recomandări pentru instalarea dispozitivelor automate de control și sortare pe baza metodei de comparație.
7. Sunt propuse scheme tipice de automatizare a metodei manometrice de testare a etanșeității și recomandări pentru proiectarea echipamentelor automate pentru controlul etanșeității.
8. S-a elaborat proiectarea senzorului de etanșeitate cu performanțe îmbunătățite, protejat de brevetul RF nr. 2156967, s-a propus un model matematic și o metodă de calcul a acestuia, care face posibilă evaluarea caracteristicilor senzorilor de acest tip în stadiul de proiectare.
9. S-a elaborat proiectarea unui stand automat cu mai multe poziții pentru controlul etanșeității, protejat prin brevetele RF nr. 2141634, nr. 2194259, și recomandări pentru determinarea parametrilor de funcționare ai standului, în funcție de performanța cerută; o metodă pentru calcularea unui dispozitiv de control al scurgerilor prin metoda de comparare cu o alimentare continuă a presiunii de testare, care este utilizată la proiectarea standului și metode de calcul a două tipuri de dispozitive de etanșare care asigură instalarea fiabilă a produselor testate în sunt propuse poziții de lucru ale standului, care extinde posibilitățile pentru proiectanții de echipamente automate pentru controlul scurgerilor.
10. Toate metodele de calculare a dispozitivelor utilizate pentru automatizarea testării de scurgeri sunt prezentate sub formă de algoritmi, care, împreună cu schemele și desenele tipice ale acestora, fac posibilă crearea de echipamente CAD pentru automatizarea metodei manometrice de testare a scurgerilor.
Lista de referințe pentru cercetarea disertației candidat la științe tehnice Barabanov, Viktor Gennadievich, 2005
1. Dispozitive automate, regulatoare și sisteme informatice: un manual. a 3-a ed. Revizuit si suplimentare / B.D. Kosharsky, T.Kh. Beznovskaya, V.A. Beck și alții; Sub total ed. B.D. Kosharsky - L.: Mashinostroenie, 1976. - 488 p.
2. Ageikin D.I., Kostina E.N., Kuznetsova N.N. Senzori de control si reglare: Materiale de referinta. Ed. a II-a, revizuită. si suplimentare - M.: Mashinostroenie, 1965.-928 p.
3. Azizov A.M., Gordov A.N. Precizia traductoarelor de măsurare. -M.: Energie, 1975.-256 p.
4. Afanas'eva L.A., Karpov V.I., Levina L.E. Probleme de asigurare metrologică a controlului etanşeităţii // Defectoscopie. -1980. - Nr 11. S. 57-61.
5. Babkin V.T., Zaichenko A.A., Aleksandrov V.V. Etanșeitatea conexiunilor fixe ale sistemelor hidraulice. M.: Mashinostroenie, 1977.- 120 p.
6. Barabanov V.G. La întrebarea studiului metodei manometrice de încercare pentru etanşeitate // Automatizarea producţiei tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU Volgograd, 1999. - S. 67-73.
7. Barabanov V.G. Algoritm pentru alegerea caracteristicii de timp a unui circuit de control al etanșeității diferențiale // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU Volgograd, 2001. -S. 92-96.
8. Barabanov V.G. Automatizarea controlului calității montajului echipamentelor de gaz // Tehnica și tehnologia asamblarii mașinilor (TTMM-01): Mater. IV Intern. științific-tehnic Conf. Rzeszów, 2001. - S. 57-60.
9. Barabanov V.G. Performanța standurilor automatizate pentru controlul scurgerilor discret-continuu // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU.-Volgograd, 2002. S. 47-51.
10. Barabanov V.G. Controlul scurgerilor de gaze la instalații industriale și menajere // Procese și echipamente de producție ecologică: Materiale ale VI-a științifică tradițională. Teh. Conf. Țările CSI / VolgGTU și altele - Volgograd, 2002. -S. 116-119.
11. Barabanov V.G. Dispozitiv de strângere și etanșare automată a supapelor de gaz în timpul testării de etanșeitate // Automatizarea producției tehnologice în inginerie mecanică: Mezhvuz. sat. științific tr. / VolgGTU Volgograd, 2003.-S. 75-79.
12. Barabanov V.G. Investigarea dependenţelor de timp ale schemei de control al etanşeităţii după metoda comparaţiei Izv. VolgGTU. Ser. Automatizarea proceselor tehnologice în inginerie mecanică: Interuniversitar. sat. articole științifice. Volgograd, 2004.-Iss. 1.-S. 17-19.
13. Belyaev M.M., Khitrovo A.A. Măsurarea debitului cu gamă largă // Senzori și sisteme. 2004. - Nr 1. - S. 3-7.
14. Belyaev N.M., Uvarov V.I., Stepanchuk Yu.M. Sisteme pneumohidraulice. Calcul și proiectare / Ed. N.M. Belyaev. M.: Mai sus. Shk., 1988. -271 p.
15. Beloshitsky A.P., Lanina G.V., Simulik M.D. Analiza erorii metodei „bule” pentru măsurarea debitelor mici de gaz. // Echipament de măsurare. 1983.-Nr 9.-S.65-66.
16. Boitsova T.M., Sazhin S.G. Fiabilitatea controlului automat al etanșeității produselor. // Defectoscopie. 1980. - Nr. 12. - S. 39-43.
17. Bridley K. Traductoare de măsurare: un ghid de referință: TRANS. din engleza. M.: Energie, 1991. - 144 p.
18. Tehnologia vidului: Manual / E.S. Frolov, V.E. Minaichev, A.T. Aleksandrova și alții; Sub total ed. E.S. Frolova, V.E. Minaichev. M.: Mashinostroenie, 1985. - 360 p.
19. Vigleb G. Senzori: Per. cu el. -M.: Mir, 1989. -196 p.
20. Vlasov-Vlasyuk O.B. Metode experimentale în automatizare. M.: Mashinostroenie, 1969. -412 p.
21. Vodyanik V.I. membrane elastice. M.: Mashinostroenie, 1974. -136 p.
22. Gusakov B.A., Kabanov V.M. Un dispozitiv simplu pentru numărarea bulelor la testarea unităților pneumatice pentru etanșeitate // Izmeritelnaya tekhnika. 1979. Nr. Yu-S. 86-87.
23. Gusev V.I., Zavodko I.V., Karpov A.A. Elemente Hall sensibile din arseniura de heliu și senzori bazați pe acestea // Instrumente și sisteme de control. 1986,-№8.-S. 26-27.
24. Diperstein M.B., Barabanov V.G. Caracteristici ale construirii schemelor de automatizare pentru monitorizarea etanșeității supapelor de închidere // Automatizarea producției tehnologice în inginerie mecanică: Mezhvuz. sat. științific tr. / VolgGTU.- Volgograd, 1997.-S. 31-37.
25. Diperstein M.B., Barabanov V.G. Elaborarea unui model matematic tipic de alarme de presiune // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU.- Volgograd, 1999. S. 63-67.
26. Diperstein M.B. Barabanov V.G. Automatizarea controlului calității supapelor de gaz în ceea ce privește etanșeitatea // Automatizarea producției tehnologice în inginerie mecanică: Interuniversitar. sat. științific tr. / VolgGTU-Volgograd, 2000.-p. 14-18.
27. Dmitriev V.N., Gradetsky V.G. Fundamentele automatizării pneumatice. M.: Mashinostroenie, 1973. - 360 p.
28. Dmitriev V.N., Cernîşev V.I. Calculul caracteristicilor de timp ale camerelor pneumatice de curgere // Automatizare si Telemecanica. 1958. - T. XIX, nr. 12. -DIN. 1118-1125.
29. Zhigulin Yu.N. Controlul etanșeității containerelor mari // Izmeritelnaya tekhnika. 1975. - Nr. 8 - S. 62-64.
30. Zalmanzon JI.A. Metode aerohidrodinamice de măsurare a parametrilor de intrare ai sistemelor automate. M.: Nauka, 1973. - 464 p.
31. Zalmanzon JI.A. Elemente de curgere ale dispozitivelor pneumatice de control și management. M.: AN SSSR, 1961. - 268 p.
32. Zapunny A.I., Feldman JI.C., Rogal V.F. Controlul etanșeității structurilor. Kiev: Tekhshka, 1976. - 152 p.
33. Produse de inginerie mecanică și instrumentare. Metode de testare a scurgerilor. Cerințe generale: GOST 24054-90. M.; 1990. - 18 p.
34. Karandina V.A., Deryabin N.I. Unitate nouă pentru controlul etanșeității UKGM-2 // Dispozitive și sisteme de control. 1973. -№9- S. 49-50.
35. Karataev R.N., Kopyrin M.A. Debitmetre de presiune diferențială constantă (rotametre). M.: Mashinostroenie, 1980. - 96 p.
36. Kogan I.III., Sazhin S.G. Proiectarea si reglarea aparatelor de masura pneumoacustice. M.: Mashinostroenie, 1980. - 124 p.
37. Kolman-Ivanov E.E. Masini automate pentru productia chimica. Teorie și calcul - M.: Mashinostroenie, 1972. 296 p.
38. Mașini și dispozitive de control și măsură pentru linii automate. / M.I. Kocenov, E.L. Abramzon, A.S. Glikin și alții; Sub total ed. M.I. Koche-nova. M.: Mashinostroenie, 1965. - 372 p.
39. Kremlevski P.P. Debitmetre și contoare de cantități: manual, ed. a 4-a, revizuită. Si in plus. JI.: Inginerie mecanică. Leningrad. Catedra, 1989. - 701 p.
40. Kuznetsov M.M., Usov B.A., Starodubov B.C. Proiectarea echipamentelor automate de productie. M.: Mashinostroenie, 1987. -288 p.
41. Levina L.E., Sazhin S.G. Caracteristici generale și probleme ale tehnologiei moderne de detectare a scurgerilor. // Defectoscopie. 1978. - Nr. 6. - S. 6-9.
42. Levina L.E., Sazhin S.G. Metoda manometrică de control al etanșeității. // Defectoscopie. 1980. - Nr. 11. - S. 45-51.
43. Levina L.E., Pimenov V.V. Metode și echipamente pentru monitorizarea etanșeității echipamentelor de vid și a produselor de instrumentare. M.: Mashinostroenie, 1985.-70 p.
44. Lembersky V.B. Principii de proiectare pentru operațiunile de testare pneumatică și hidraulică // Izmeritelnaya tekhnika. 1979. - Nr. 1. - S. 44-46.
45. Lembersky V.B., Vinogradova E.S. Asupra influenței modului de expirare asupra interpretării rezultatelor testării de etanșeitate. // Defectoscopie. 1979. Nr 6. - S. 88-94.
46. Lepetov V.A., Yurtsev L.N. Calcule și proiectare produse din cauciuc. -L.: Chimie, 1987.-408 p.
47. Makarov G.V. Dispozitive de etanșare. L.: Mashinostroenie, 1973232 p.
48. Testare nedistructivă: În 5 cărți. Carte. 1. Întrebări generale. Control prin substanțe penetrante: un ghid practic / A.K. Gurvich, I.N. Ermolov, S.G. Sazhin și alții; Ed. V.V. Sukhororukov. M.: Şcoala superioară, 1992. - 242 p.
49. Testare nedistructivă și diagnosticare: un manual / V.V. Klyuev, F.R. Sosnin, V.N. Filinov și alții; Sub total ed. V.V. Klyuev. M.: Mashinostroenie, 1995. - 488 p.
50. Osipovich L.A. Senzori de mărimi fizice. M.: Mashinostroenie, 1979.- 159 p.
51. Sobe de uz casnic pe gaz. Specificații generale: GOST 18460-91. -M.; 1991.-29 p.
52. Miniechipamente pneumatice: Materiale de orientare / E.A. Ragulin, A.P. Cu cinci uși, A.F. Karago și alții; Sub total ed. A.I. Kudryavtsev și V.Ya. Siritsky. -M.: NIIMASH, 1975. 84 p.
53. Dispozitive și sisteme pneumatice în inginerie mecanică: un Manual / E.V. Hertz, A.I. Kudryavtsev, O.V. Lozhkin și alții; Sub total ed. E.V. Hertz. M.: Mashinostroenie, 1981. - 408 p.
54. Acționări pneumatice. Cerințe tehnice generale: GOST 50696-94. M.; 1994.-6 p.
55. Proiectarea dispozitivelor pneumatice pentru măsurători liniare BV-ORTM-32-72: Ghid / A.E. Avtsin, V.I. Demin, G.I. Ivanova și alții.M.: NIIMASH, 1972. - 308 p.
56. Rabinovici S.G. Eroare de măsurare. L.: Energie, 1973. -262 p.
57. Rogal V.F. Despre îmbunătățirea fiabilității controlului manometric al etanșeității // Defectoscopie. 1978. Nr 9. - S. 102-104.
58. Sazhin S.G. Aparate de măsurare acustic-pneumatice pentru monitorizarea scurgerilor de gaz și lichid // Izmeritelnaya tekhnika. 1973. Nr 1 - S. 48-50.
59. Sazhin S.G., Lembersky V.B. Automatizarea controlului etanșeității produselor de producție în masă. Gorki: Cartea Volga-Vyatka. editura, 1977. -175 p.
60. Sazhin S.G. Clasificarea echipamentelor performante pentru verificarea etanseitatii produselor. // Defectoscopie. 1979. - Nr. 11. - S. 74-78.
61. Sazhin S.G. Evaluarea inerției sistemelor de testare pentru monitorizarea etanșeității produselor. // Defectoscopie. 1981. - Nr. 4. - S. 76-81.
62. Sazhin S.G., Stolbova L.A. Dispozitive automate pentru verificarea etanșeității produselor. // Defectoscopie. 1984. - Nr. 8. - S. 3-9.
63. Racorduri la conducte. Metode de testare a scurgerilor: GOST 25136-90.-M.; 1990.-21 p.
64. Manual de calcule probabilistice / V.G. Abezgauz, A.B. Tron, Yu.N. Kopeikin, I.A. Korovin. M.: Editura Militară, 1970. - 536 p.
65. Mijloace de control al etanşeităţii: În 3 volume.T. 1. Direcţii de dezvoltare a mijloacelor de control al etanşeităţii / Ed. LA FEL DE. Zazhigin. M.: Mashinostroenie, 1976.-260 p.
66. Mijloace de control al etanşeităţii: În 3 volume.V. 2. Mijloace industriale de control al etanşeităţii / Ed. LA FEL DE. Zazhigin. M.: Mashinostroenie, 1977. -184 p.
67. Tehnica de detectare a scurgerilor. Termeni și definiții: GOST 26790-91.- M.; 1991, - 18 ani.
68. Sistem universal de elemente de automatizare pneumatică industrială: Catalog. M.: Institutul Central de Cercetare de Instrumentare, 1972. - 28 p.
69. Şkatov E.F. Traductor de cădere de presiune pneumatic // Izmeritelnaya tekhnika. 1983. - Nr. 8. - S. 36-37.
70. Măsurători electrice ale mărimilor neelectrice / A.M. Turichin, P.V. Navitsky, E.S. Levshina și alții; Sub total ed. P.V. Navitsky. J1.: Energie, 1975.-576 p.
71. Elemente și dispozitive de automatizare pneumatică de înaltă presiune: Catalog / E.A. Ragulin, A.V. Nikitsky, A.P. Cu cinci uși și altele; Sub total ed. A.I. Kudryavtseva, A.Ya. Oksenenko. M.: NIIMASH, 1978. - 156 p.
72. A. S. 157138 URSS, MKI G 01 L; 42 k, 30/01. Dispozitiv de monitorizare a etanșeității recipientelor / P.M. Smeliansky. 1964, BI nr. 19.
73. A. S. 286856 URSS, MKI G 01 L 5/00. Dispozitiv pentru verificarea etanșeității produselor / S.G. Sazhin. 1972, BI nr. 35.
74. A. S. 331267 URSS, MKI G 01 L 19/08. Dispozitiv de semnalizare a presiunii / I.V. Ke-rin, S.I. Romanenko, N.I. TumanovV.N. Stafeev, S.F. Yakovlev. 1972, BI nr. 9.
75. A. S. 484427 URSS, MKI G 01 M 3/26. Dispozitiv de control al scurgerilor de gaz / B.C. Beloborodoe, V.N. Stafeev, S.F. Yakovlev. 1975, BI Nr. 34.
76. A. S. 655921 URSS, MKI G 01 M 3/02. Un dispozitiv pentru monitorizarea etanșeității elementelor de blocare ale echipamentelor pneumatice / A.P. Gridalov, A.P. Makhov, Yu.P. Mosalev. 1979, BI nr. 13.
77. A. S. 676887 URSS, MKI G 01 M 3/02. Dispozitiv de testare a produselor pentru etanșeitate / S.G. Sazhin, G.A. Jivcikov, S.T. Starikov și colab., 1979, BI No. 28.
78. A. S. 705292 URSS, MKI G 01 L 19/08. Alarma de presiune / G.P. Barabanov, A.A. Lipatov, Yu.A. Osinsky. 1979, BI nr. 47.
79. A. S. 1024773 URSS, MKI G 01 M 3/02. Dispozitiv de control al scurgerilor de gaz / S.G. Sazhin, M.A. Fadeev, V.M. Myasnikov și colab., 1983, BI No. 23.
80. A. S. 1167465 URSS, MKI G 01 M 3/02. Dispozitiv automat pentru controlul etanșeității produselor goale / L.M. Veryatin, V.E. Galkin, O.E. Denisov şi colab., 1985, BI No. 26.
81. A. S. 1177707 URSS, MKI G 01 M 3/02. Metoda manometrică de determinare a scurgerilor totale de gaze din produse / V.M. Myasnikov, A.I. Iurcenko. -1985, BI Nr. 33.
82. A. S. 1303864 URSS, MKI G 01 L 19/08. Alarma de presiune / G.P. Barabanov, I.A. Morkovin, Yu.A. Osinsky. 1987, BI Nr. 14.
83. A. S. 1670445 URSS, MKI G 01 M 3/02. Stand pentru testarea produselor pentru etanșeitate / Yu.V. Zaharov, A.G. Suvorov, A.I. Sutin și colab., 1991, BI nr. 30.
84. A. S. 1675706 URSS, MKI G 01 L 19/08, 19/10. Alarma de presiune / G.P. Barabanov, A.G. Suvorov. 1991, BI Nr. 33.
85. Brevet 2141634 RF, MKI G 01 M 3/02. Stand automat pentru testarea produselor pentru etanșeitate / V.G. Barabanov, M.B. Diperstein, G.P. Tobe. 1999, BI Nr. 32.
86. Brevet 2156967 RF, MKI G 01 L 19/08. Dispozitiv de semnalizare a presiunii / V.G. Barabanov, M.B. Diperstein, G.P. Tobe. 2000, BI Nr. 27.
87. Brevet 2194259 RF, MKI G 01 M 3/02. Stand automat pentru testarea produselor pentru etanșeitate / V.G. Barabanov, G.P. Tobe. 2002, BI Nr. 34.
88. Cererea 63-34333 Japonia, MKI G 01 M 3/32. Dispozitiv de control al scurgerilor cu compensare automată a erorilor de măsurare / Solicitant K. K. Kosumo keiki Nr. 56-14844; dec. 18.09.81; publ. 19.07.89, Bull. nr. 6-859.
89. Cererea 63-53488 Japonia, MKI G 01 M 3/26. Aparat de testare a scurgerilor / Solicitant Obaru Kiki Kote K.K. Nr. 55-67062; dec. 22.05.80; publ. 2410.88, Bull. nr. 6 1338.
90. Cerere nr. 63-63847 Japonia, MKI G 01 M 3/32. Metoda de detectare a scurgerilor / Solicitant KV Fukuda. -Nr.57-61134; dec. 14/04/82; publ. 06.12.88, Bull. nr. 6-1577.
91. Pat. 3739166 Germania, IPC G 01 M 3/06. Dispozitiv de control al scurgerilor / Magenbaner R., Reimold O., Vetter N.; solicitant și titular de brevet Bayer GmbH Sondermaschinen Entwicklung und Vertnieb, 7300 Esslingen, DE. dec. 19.11.87; publ. 06/01/89, Bull. nr. 22.
92. Ensberg E.S., Wesley J.C., Jensen T.N. Telescopul de scurgere. // Rev. sci. Instr., -1977. -v. 48, nr 3. P. 357-359.
93. Holme A.E., Shulver R.L. Instalație de testare a scurgerilor în vid, controlată de microprocesor, pentru testarea în linie a scurgerilor de producție. //Proc. al 8-lea int. vac. Congr. Trienn, faceți cunoștință. Int. Union Vac. Sci., Technol. Și Appl., Cannes, 22-26 sept., 1980. V.2, - P. 360-363.
94. Lentges J.G. Experiențe cu instalații complet automate de testare a scurgerilor He utilizate în producția de serie la scară largă. //Proc. al 8-lea int. vac. Congr. Trienn, faceți cunoștință. Int. Union Vac. Sci., Technol. Și Appl., Cannes, 22-26 sept., 1980.- V.2, p. 357-359.
Vă rugăm să rețineți că textele științifice prezentate mai sus sunt postate pentru revizuire și obținute prin recunoașterea textului original al disertației (OCR). În acest sens, ele pot conține erori legate de imperfecțiunea algoritmilor de recunoaștere. Nu există astfel de erori în fișierele PDF ale disertațiilor și rezumatelor pe care le livrăm.